Greetings,
To Aurora, with the tungsten drawplates: Typically the numbers and info are on the front of the plate, but the wire comes through from the rear. There’s no law about where the info is though. What determines “the wire starts on this side” is which side has the biggest funnel shaped opening. If you cut through a drawplate, the holes are funnels, and you want to go from big to little, whichever way you have to set up the plate to get that to happen.
This is especially important with carbide plates. The carbides are inserts, and they’re just pressed into the body of the plate. They’re designed to expect force in the ‘correct’ direction for drawing. If you try to go the wrong way with a carbide plate, you’ll very likely pull the insert out, which will be a big problem.
Look at the biggest hole. Under a loupe if you have to. You should be able to see which way the main body of the hole tapers. Set up the wire to go from wide to narrow.
99% of the time, that’s from the blank side, towards the side with the numbers. The idea is that way you can see the numbers while you’re pulling, which helps you keep track of which hole you were just in, and which one’s next.
By the way, the numbers may or may not mean anything. On a lot of plates, especially the older ones, they’re just '1-2-3-4-5…" to keep track of which one’s next. May have nothing to do with sizes, other than which one’s smaller than the last.
Now on to Sharon and her mill:
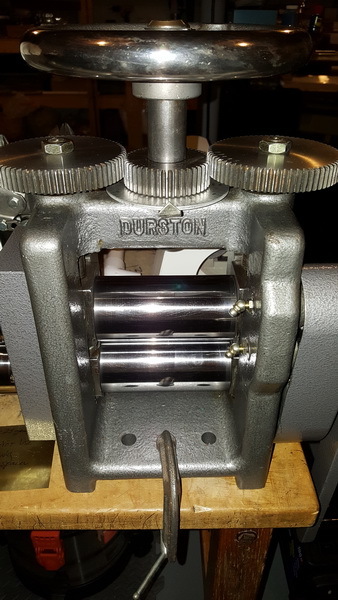
Sharon, I’m not sure you really need to pull the thing apart. I applaud the impulse to clean and spiff-ify, but unless there’s some mechanical malfunction, there’s rarely a reason to strip a mill to pieces. Cleaning off the rollers, and re-greasing the gears and guides is usually more than enough. If that shiny picture is your ‘after’, you’re done. Those rolls are clean.
In terms of yours, yes, it’s got gear reduction, probably 4-to-1. To check, take a sharpie and put a mark on one of the rolls. Crank the handle around, and count the number of revolutions before your mark gets back to where it was. Odds are good you’ll get four cranks on the handle before it comes back around.
The big gear may need a thing called a gear puller to get it off, but it might then need an arbor press to get the gear back on. And it may not need to come off. Sometimes the bottom rolls just slide out sideways, once you get the bearing blocks out of the way. But again, I can’t think of a reason you’d need to tear the thing that far apart if it was working at all. You’ve got grease fittings on the bearing blocks, get a grease gun and shoot some white lithium grease in there. Put a bit more on the main running gears, and you should be golden.
Trust the voice of someone who’s gutted more mills than he really wanted to. Pulling the thing apart can open a very deep can of worms. Don’t go there unless you’re sure you need to. From what I can see in the pictures, you don’t.
I don’t know about the ebay rollers fitting your mill. Get a set of retaining ring pliers, pop the retaining ring off of one of the extension rollers, and pull it off sideways. Get a digital caliper, and measure the OD of the spud that the roller was sitting on, (probably metric) and also measure the thickness and height of the key on the shaft. (A square metal rod set into a groove running lengthwise on the spud.) Then compare that with whatever spec’s they give regarding the rollers on Ebay. If they match, you’re golden. Then put the roller back on.
Hope that helped,
Brian
 . Can you tell I’m a novice yet?
. Can you tell I’m a novice yet?




 Thank you also for the specific instructions, as well as those from “TomArnold.” Copied/pasted in my notes.
Thank you also for the specific instructions, as well as those from “TomArnold.” Copied/pasted in my notes.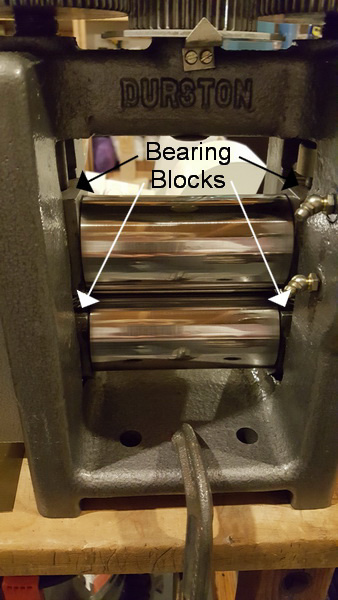
 I want to be sure this is correct, as I want to move the mill to it’s own stand/table… it’s a little crowded where it is now on an old library table.
I want to be sure this is correct, as I want to move the mill to it’s own stand/table… it’s a little crowded where it is now on an old library table.
