
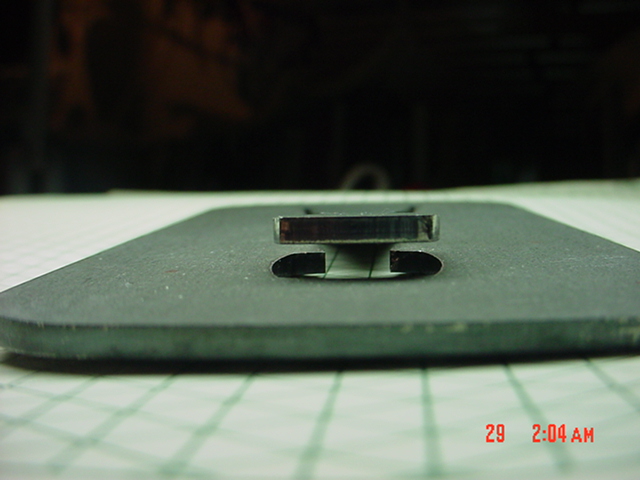
Well I managed to post the picture of my first blanking or pancake die, but the text didn’t follow. So here it is again. I have read and looked at all I can find from Kevin Potter and Dar Shelton. I have read Susan Kingsley front to back several times and made my first practice die this morning. It prompts a lot of questions that I don’t remember the answers to in my research. The die is cut from 18 gauge mild steel. The straight cut is with a #4 blade. The angled cut is at a very slight angle using a #4/0 blade. It works well on hardened 20 gauge copper and silver. The cut piece does get stuck where the straight and angled cuts intersect. I think that making the straight cut even wider would solve this problem. The hinge will not stay sprung. Is there a way to harden the steel in the sprung position without distorting the die or do I need to harden the entire die? There seem to be some discussion among the various sources about how important the size of the angle should be relative to the size of the blade. I only have 4/0, 1 and 4 size blades, so I can’t experiment with angle vs blade size until I buy more blades. Any guidance on this would be a lot of help. If I can get this all to work, I can think of all kinds of ways to use blanking or pancake dies in my shop. Thanks in advance for any suggestions and thanks to Kevin and Dar for sharing your work…Rob

Hi Rob,
I regret to say! you will not be able to harden through, mild steel. Put it down to experience and buy some hardenable stock. Surface case hardening wont do.
Before you cut your next die, into your newly purchased hardenable stock run a trial in hardening before you try and harden your next die.
As to material, to start with might you just find an old gramophone spring drive turntable to cannabalise the spring? right width 2in and about the right thickness.
Anneal,
cut your die then harden and then temper.
Ted.
Hi, Rob,
Great work. So glad you’re trying this. It’s on my list, but I haven’t started yet.
I have done some research for it, and in addition to what you’ve already done, I’d recommend looking at Jayne Redman’s work, and especially her workshops in this very thing. She holds them around the US, and I think she’s giving one later in the year at Rio.
Rio (and others may) sells her rotating bench pin to make the angled cuts easier to saw.
I bought one of those angle gauges (from Amazon) to help with the small angles Susan Kingsley’s book recommends.
And, thanks to Dar’s Youtube video, I put in a supply of Pike Platinum blades.
So, please keep posting about this! I will be reading closely.
(The art department of the community college where I take classes (including metalsmithing and digital fabrication) just got a CNC plasma cutter and we are planning on trying to cut some pancake dies with it.)
I read somewhere that unless you’re planning on a run of thousands of blanks, you don’t need to worry about hardening. Sorry, I don’t remember where I read that.
Looking forward to seeing your progress.
Thanks for posting this.
Tricia
Tricia…Thanks for your interest and encouragement. As a retired guy, I have a lot of time to do research. I have looked at Jayne’s bench pins. They make a lot of sense to me. As someone who always looks for my own solutions first, I have cut bench pins at the right angle and built up flat bench pins with shims to create the right angle to cut these dies. This seems to work. I will pursue these solutions until I decide that purchasing one makes sense. Actually, I am saving my money to buy a pulse arc welder. I am almost totally self taught. That being said, I would love to take a course or two, but I live in central NY and the logistics of taking a course or workshop in something that I would like to lean more about are out of my reach. As I learn more, I will post my progress with the hopes that others will do the same or add what they know to my post. Please do so yourself. While a hobby, I have been at this for forty five years and it is a rare day that passes that I don’t learn something new about making jewelry. You can’t say that about many careers. Thanks…Rob
Y’all are probably familiar with this thread where Kevin and Dar talk about their dies. While Dar cuts at an angle, Kevin’s dies are cut straight: Pancake dies are supposed to work
Here is one of Kevin’s dies. They work perfectly. I’ve never used Dar’s dies.
Betty…Thanks for your reply. I have read a lot in the archives, but missed this thread. What I have read tells me that there are at least a couple different schools of thought about the importance of how and if the die cut needs to be angled, yet they both get you to the same place. This is OK, my brother and I make the same bracelets differently but, when done, the only way you can tell them apart is by our marks. I don’t need to punch out hundreds of the same shape. My interest is first driven by curiosity and then the practical need to occasionally punch pieces that I currently cut with a saw each time. At nearly 70 I am looking for ways to automate my shop. I could order a die from either Kevin or Dar, but I like to make my own tools. My current questions are, from a practical point of view, what size blades do I need to use and how do you treat the area where the straight and angled cuts meet? How to build a jig to cut at an angle? I currently use a bench pin that is tapered at a 20 degree angle. I have ready access to mild steel plate in various gauges, but my current pieces are 18 gauge. I think that I need to get some thicker stock. How important is heat treating; not from a longevity point of view, but for performance and quality of cut? Your picture appears to show a polished edge. Won’t this also open up the cut? I also have access to both water jet and plasma cutting services. Are these cuts too wide and/or coarse to make dies? I doubt that either could be done at an angle and, in the end, would be more expensive than ordering a custom die from Kevin or Dar. I know that this is an old topic, but it is new to me. I have researched it heavily and apologize for any problems my questions might create. Thanks…Rob
Kevin cuts them with a laser, and the steel is 3 or 4mm thick.
He used to sell blank rectangles you could cut yourself on his website which I think included information about saw blades, but I cannot find it on his website now.
Here is something new on his website: http://www.potterusa.com/pancake-dies/679-pancake-die-opener.html
I think that I saw blanks on his site. 3 - 4 mm is around 8 gauge. I also saw the “bottle opener” style die opener, that makes a lot of sense. Do you know how wide the laser cut is and if it is relatively smooth. Finally, can you cut at an angle with a laser? Sorry, more questions…Rob
Hi, Betty,
Mr. Potter does still offer blank dies–a keyword search on the word ‘blank’ will find them.
Best regards,
- Lorraine
The laser cut is 1 mm wide and it is very smooth to the touch.
I think Kevin indicated the laser cuts straight, not at an angle. But I’m relying on my memory with no way to verify that information.
I just ordered a die in a shape that I cut often. I should be able to answer all of my questions from it other than if it is heat treated. I have purchased from Kevin before and found it to be an enjoyable experience. Thanks…Rob
Hi everybody,
I’m going to cover a lot with one post . I apologize beforehand if some of my comments come off as harsh (or even mean) , but not for having my opinions and stating them as they are. I have spent the last 30+ years of my working life trying to perfect and innovate the pancake die process , and so to say that I have strong ideas on the subject would be an understatement of grand proportions.
I’ll start off by saying that it is HIGHLY ILLOGICAL to make pancake dies that do not have an angle to the cut (yet that is how Kevin has his dies cut, because lasers do not like cutting off-perpendicular). Not just any angle , but a precise angle, depending on the die thickness and the sawblade size, and to a lesser …ahem…degree, the complexity of the design , and also whether or not the die will be heat treated, and even the ga. of metal being cut. So, right off the bat, it can be a somewhat complex “equation” . But back to the basic flaw in dies that are not cut at an angle : it’s similar to a pair of scissors that are loose at the joint. They may cut some materials well, but may fail utterly attempting to cut what might cut perfectly if the joint was properly tight.
This is one entire half of the concept of a pancake die - the other half being the obvious aspect that it is a one piece-die that has a flap cut into it which creates the male and female components of the die in one pass . Without a very tight tolerance between the male and female components , pancake dies do not work well compared to dies that are tight. Anyone who says different is either misinformed , or is being misleading. I will assume that it is the former , and continue attempting to clarify the situation for those in need, and educate those who are interested.
Kevin says his dies are not meant for metal thinner than 22 ga, and not for soft metals , and I’ve heard some unpleasant things about them cutting with sloppy
burrs on the backs of parts, and metal sticking in the dies. Not that my dies are immune , just that in my world, there is the necessity of starting out with dies made in ways that minimize the chance of these problems occurring . Also, properly cut and hardened dies ARE capable of cutting very thin metal WITHOUT burrs , and of cutting very intricate shapes , AND of lasting for hundreds, thousands , even hundreds of thousands of cuts , with certain designs and metals.
I started out in 1985 with the original ‘RT Blanking System’ (sold by Rio Grande)
that came with a booklet of instructions written by “RT” Roger Taylor , "inventor"
of the small craft/jewelry-sized pancake die . These were very basic, and a lot was left for me to figure out and develop on my own , to bring the process up to a reliable, productive level in a manufacturing environment . The first BIG THING
I had to improve on was finding the correct angles for different sawblade sizes and steel thicknesses , because I quickly started making dies for other jewelers , and I had to provide them with quality tools . It defeats most of the purpose of having a die if you have to dork around prying parts out of dies and spending extra time cleaning up burrs off of their backs . I was good with a saw (great, actually, but sawing dies was a whole other world of hard) so I could saw out a good part by hand in the time it took to punch out and clean up a sloppy part from an ill-made die . It was instantly imperative to teach myself to make these dies the right way .
Now , I’ve seen that there are videos about Kevin’s dies that deal with deburring the parts, tightening the dies by hammering (good idea in theory, but problematic) , and using some wacky tool to open them. Sorry, but these make me cringe, and I admit I haven’t actually watched much of any of them. I look , and I think " WHY PUT YOURSELF THROUGH ALL THAT TROUBLE , BECAUSE YOU DON’T HAVE TO ??!! 
 Okay, Okay , excessively dramatic, I know, but that’s my honest reaction. I understand that there is a place in the world for inexpensive pancake dies , and that they allow more people to be exposed to
Okay, Okay , excessively dramatic, I know, but that’s my honest reaction. I understand that there is a place in the world for inexpensive pancake dies , and that they allow more people to be exposed to
this aspect of metal fabrication . They do serve their purpose , as far as it goes,
but the process is capable of SO MUCH MORE . Granted, mine are more expensive, and indeed, overkill for many hobby situations , but I automatically think of it in these terms : would you rather spend more on a die that operates easily , and cuts perfectly clean parts , of fudge around prying a part out of a die and spending extra time filing the burr off the back ? The choice is yours .
The thing that bugs me -and it’s as much my fault, for not working harder to present technical information to a wider audience - is the idea of people “out there” thinking that Kevin’s dies are what pancake dies are all about , because they are not! . Back to my main premise : it is HIGHLY ILLOGICAL to make pancake dies that are not cut at an angle ( a correct angle, to create dies with tight tolerance) .
There are big, important differences in performance and capabilities , longevity and reliability , ease of use , and productivity (several hundred clean parts an hour , is not unusual, for instance ) . I cannot stress this enough , so I’ll stop trying for now .
I hope I have been sufficiently diplomatic so as not to seem like a real jerk, but who knows? It’s been a bad last 12 months , for personal reasons, and I’ve developed a bad attitude . I don’t intend to take it out on other people . My true motivation is to provide accurate information based on my 30 years of experience doing essentially one thing : getting the most out of the pancake die process , solving related problems that are presented to me by all the nice people that send me work , and slowly, slowly chipping away at the monumental , seemingly impossible , far-away, but creeping-up-on-me-because-I’m-getting-old task of writing comprehensively (and maybe even not-incomprehensibly!  ) about pancake dies, before I croak, or just get tired of it all and leave the planet (if I disappear, that’s what happened ; no big deal , see you in the next world, and don’t be late)
) about pancake dies, before I croak, or just get tired of it all and leave the planet (if I disappear, that’s what happened ; no big deal , see you in the next world, and don’t be late)
But I digress , or divert myself, or something …
To end : dear rmeixner, I will specifically address your first die attempt shortly ,
so that you may proceed with another try more well-equipped, if you want to.
Dar Shelton
(yes, pancake dies are supposed to work !  )
)
Rob, thanks for describing your concerns so clearly. I’m working on a similar project and look forward to the information you elicit. - Lorrainee
I am doing the same thing, I have 5 pieces of O1 steel and I have an example of a pancake die here that to me seems pretty simple. I am worried a bit about the angle which I am sure is important. I am truly hoping to be sucessful and will be following all of this info closely. I am also buying the platinum saw blades. My brother is going to try and build me an electric jewelers saw with a table on it. Which looks like it will be the bomb.
Dar,
Thanks for your perspective.
Hi there,
That looks like more than 5 degrees of angle in the close up, which would be good, because 5 isn’t enough for a die made of 18 ga. steel. According to the basic theory of angle (determined by steel thickness and sawblade size) you would have a minimum of 8 degress , using a 4/0 blade. Theory doesn’t rise up very far off of the graph paper I used to plot angles out on , though . In reality, making a tight die calls for setting the angle a little past what results in cutting edges that barely contact . Starting out following theory (all you do is plot the die thickness and sawblade cut width, and draw an angle between them ) is fine ,just to get a feel for things , but blades leave a gap wider than the blade itself, and especially with dies that get heat treated, it’s best to make them so tight that they are not easy to open, and even shear off a very fine hairlike strand of steel when closed for the first time (after cooking !!!).
But since they don’t make tool steel in 18 ga., the closest thickness is 3/64" , or .046" , a few hairs thicker than 18 ga. For a shape/size like you tried, I’d make the hinge 2" long or a bit longer, to make it easier to open , and if heat treated, use an angle of about 14.5 degrees (maybe 15) , using a 4/0 blade . For the 3/64" , unhardened, you can use 13 degrees. It’s not good to make unhardened dies as tight as ones that will be cooked. The tolerance is too tight, and the cutting edges will get chewed up by each other, so you need to back off.
Also, I almost always go up to 1/16" die steel when cutting 20 ga . metal . The extra headroom is better , especially with an unhardened die, which can bend and stretch . But for your use , the 18 ga. is technically thick enough to cut 20 ga.
The corners where the hinge meet the design will deform quickly, which may be why the part sticks .
So, there’s a bit more specific info for you and everyone .
Anyone should feel free to email me with questions or ask them here.
I usually check in every week . sheltech@yahoo.com for the electronic mail .
DAR
A pleasure to serve !
Hi,
Okay , my long post addresses many of your questions here , but reading this now, I will help with the others . To reiterate : while there are some situations where it isn’t critical to have tight dies (cutting thicker, harder metals, very generally speaking) , that “school of thought” does not apply once you start dealing with metal around 18 ga. and thinner , or with softer," gummier" metals (also, generally speaking)(some “soft” metals behave well (Aluminum , for one )).
So, because my “school of thought” is to minimize problems dies may encounter , setting the correct angles is an automatic thing. I do back off by a degree or two on dies that I know will only be cutting thick or cooperative metals, just to make the dies a little easier to open . Interjecting one more major difference between my dies and Kevin’s , mine are sometimes hard to open because the tolerance is tight , not because the hinge of the die is hard to bend open . Once you crack a tight die open , it is sprung , and flexible enough so that inserting metal is very fast and easy . Kevin’s dies are hard to open not because the tolerance is tight, but because the die steel is so thick .
Back to your questions: I use blades that cut the fastest for the amount of detail the design has , which means bigger blades for simple shapes, and smaller blades for detail . The last year or so I’ve used size #1 and # 4/0 by far the most . I’ve been avoiding funky batches of 2/0 and 3/0 I got a couple years ago , while continuing to get wonderful grosses of the 1’s and 4/0’s . I used to hate 4/0 blades until I started with the platinum blades .
As far as the transition between hinge and design, I drill a top pair of holes about 1/4" below the design, and this separates the hinge from the design in the context of how each area is sawed . The hinge can be cut with a big blade because it doesn’t function as a cutting edge : no need for any angle . So for the design you now simply saw from one top hole, around the design, and into the opposite top hole .
Heat treating isn’t absolutely essential for good performance on simple designs, but it can be for intricate shapes , or cutting certain harder, thicker metals (which could destroy any unhardened die ). The picture of one of Kevin’s dies , showing what may appear to be polished edges, looks the way it does because the laser melts the steel and leaves behind a very smooth surface , unlike that left by a saw cut .
It is definitely a bad idea to try and polish or sharpen a nice tight pancake die, because you are removing metal from the cutting edge . Attempts to “sharpen” such a die to try and make it work better will only make it worse, because removing metal from the cutting edge is exactly opposite of what’s needed . “Quality of cut” is determined mostly by having a tight tolerance , and that’s why the correct angle is so important.
Plasma and waterjet are not suitable for making pancake dies (and neither are lasers , if you ask me  ). The only other good method is by WIRE EDM , but this is prohibitively expensive , in my opinion . I don’t do it because
). The only other good method is by WIRE EDM , but this is prohibitively expensive , in my opinion . I don’t do it because
it’s faster when making one-off dies to just saw them . It would raise my die prices too much , unless I was making multiples of one design. So far , I’ve gotten enough work doing custom dies the low-tech way (but it’s been slow lately, hint, hint , humanoids ! )
Again , you can email me if you want, but I don’t mind answering here, and I actually prefer it, because the information is spread more widely this way …
Dar