A couple of things here…
POINT 1.
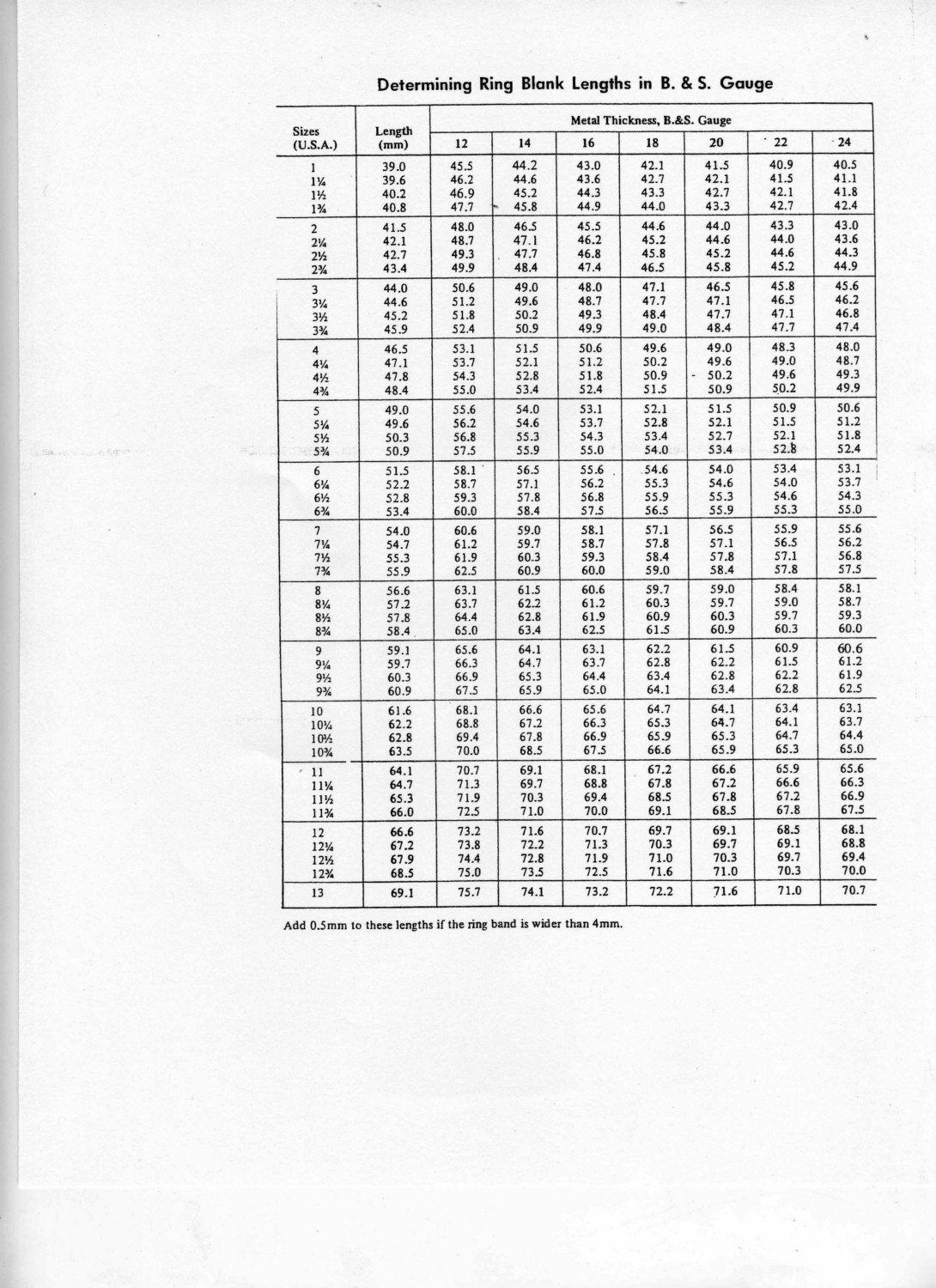
According to my tables, SWG 11 is 0.116" and SWG 6 is 0.192". A size
11 ring has an ID (internal diameter) of 0.811". Whatever material
thickness you use, the OD (outside diameter) will be the ID plus
twice the material thickness.
Since the OD is bigger than the ID, the length of material around
the outside will be bigger than the length on the inside. When you
bend the material into a ring, the material on the inside gets
squashed and that on the outside gets stretched. Somewhere on the
inside, a thin section remains the same length - its neither squashed
nor stretched. It is usual to assume that this thin section is
exactly halfway through the thickness, and is called the “neutral
axis” (NI). The length of material at the NI is the length you need
to cut off to make a ring of the requited ID. This length is PI times
the diameter of the NI.
If you imagine the finished size 11 ring, the ID is 0.811", but the
diameter of the NI is 0.811 + the material thickness.
For SWG 11, the length of the NI is PI times 0.811+0.116 = 3.1416 x
0.927 = 2.912".
For SWG 6, the NI length is PI times 0.811+0.192 = 3.1416 x 1.003 =
3.151"
POINT 2.
People’s skin continuously produces sweat and oils etc., but since
it usually evaporates fairly quickly the skin normally feels pretty
dry. Narrow rings don’t cover up much skin, so they don’t noticeably
hinder evaporation of the sweat. Wide rings are a different matter.
If they fit snugly, the sweat can’t escape and the skin underneath
goes white and puffy, rather like the skin under an Elastoplast or
Bandaid. If this is allowed to continue for weeks or months, the skin
starts to get itchy and and can get very badly infected - in extreme
cases this can end with amputation!
To combat this, wide rings are made rather larger than narrow ones.
The actual amount is difficult to determine, but 1/2 or 1 whole (USA)
size is not unusual. Unfortunately, because fingers are often thicker
in summer than in winter, the actual ring size is often a compromise.
IHTH
Regards, Gary Wooding