Hi fellow jewelers and Casters Iam a wax carver and caster that cast in mostly sterling silver but also brass and occasionally white bronze.
I recently have had two back to back castings come out with the same problem and I cannot seem to figure out what exactly might be causing it.
Before I get into the problem it might be good to give a quick history and my experience level. I have been casting my own designs for about 7 years now. I am self taught and the first year was a lot of trial and error but for the last 6 years I have been casting with great success and have not had many problems that I could not work out on my own by doing a little research. I cast everything from large sculpted belt buckles to small charms with the only occasional problems on the larger pieces. I vacuum cast with solid flask and have almost always steam dewaxed my pieces before placing in the kiln.
Now comes the problem. I recently received an order for one of my largest sterling silver belt buckles which is a skull and crossbones. Because it is so large and expensive I have only sold 1 other skull buckle in sterling silver and that was one that was cast by a company back in 2010. I have cast several of this buckle in both brass and white bronze with no problems. I have also cast many of my large but a little smaller other buckle designs in sterling silver with no problems over the years.
After spruing an injection wax and casting the buckle using the regular method I have always cast all my work and other buckles using, the piece turned out deformed with a blister on its forehead and other problems which could have been caused from the displaced investment. I remember this similar thing happening on a custom belt buckle I did and when I researched the problem it said it could be caused by too high of heat during steam dewaxing. So in that case I think what I did was not steam dewax but melt the wax out in the kiln and the piece worked.
So this is what I did for the skull. I followed a much better and longer gentle burnout of the skull buckle without steam dewaxing and to my frustration the big blister was even larger!
I have now sprued two more waxes in different ways and will be casting tomorrow to try get this casting to work. I am really hoping some others out there can take a look at the pictures and let me know what they think the cause may be so I can get this right. I hate to have to loose the sale and I have already had to purchase so much silver that is now probably contaminated that I am going to break even as it is.
Can anyone PLEASE HELP!! ![]()
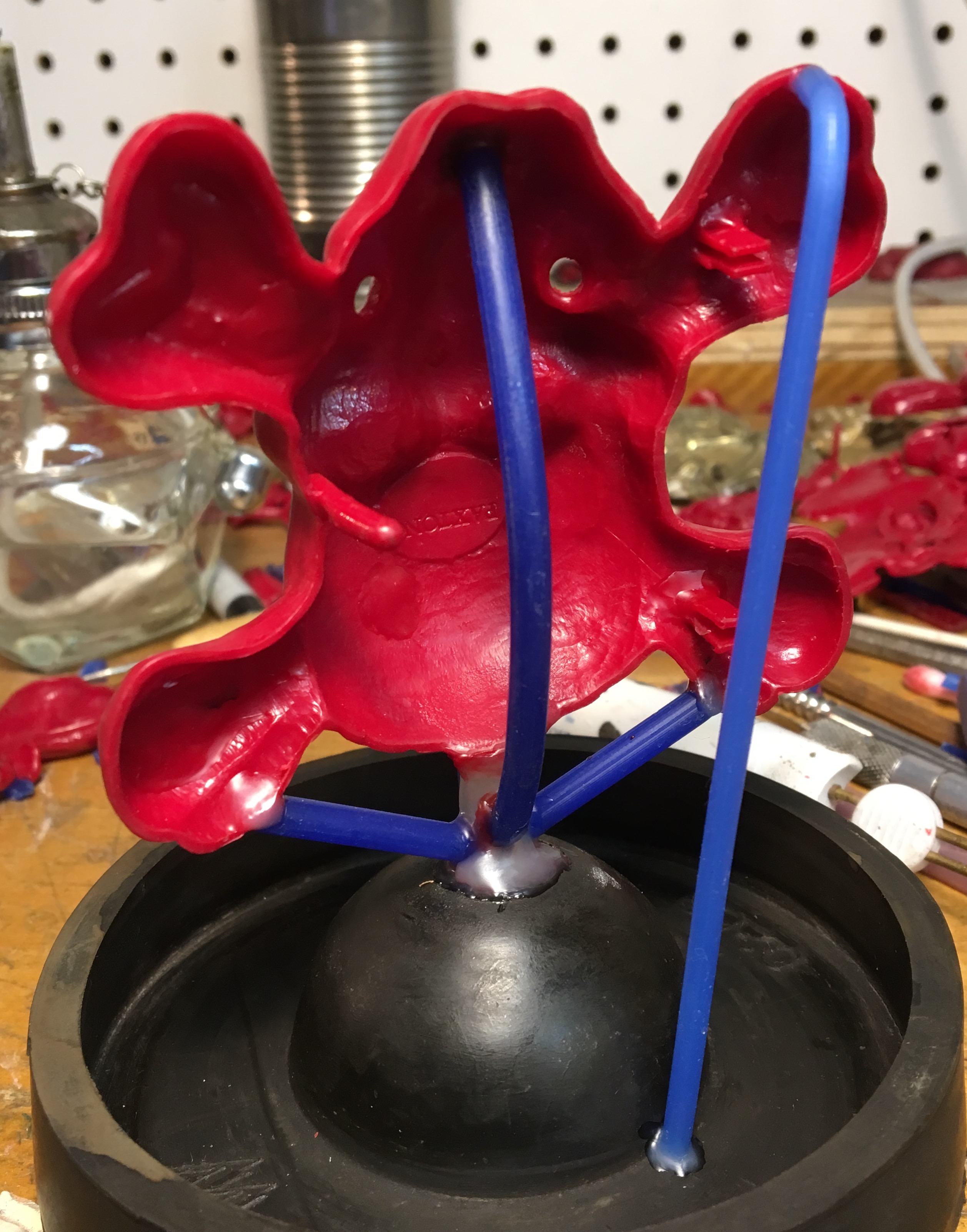
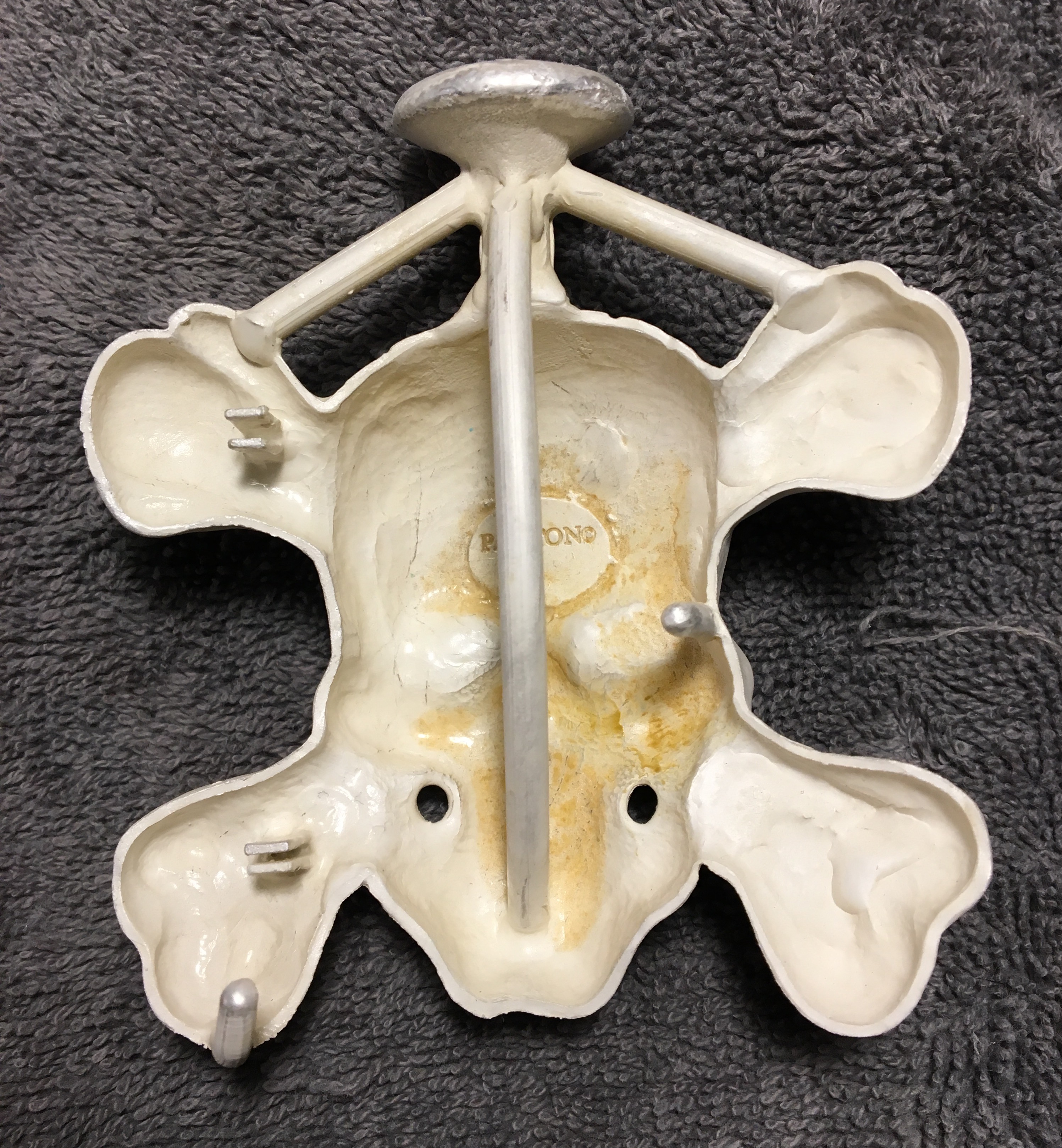
Below are some photos of the 1st and 2nd problematic pieces.
I have also listed below the specs, temps and process I followed on the 1st casting (the way I have always done it except a little higher flask temp) and the 2nd casting (a much longer burnout)
For the next casting I am thinking of trying lower silver temps and flask temp. I use a melting furnace and have always had it set at 1780 degrees and have for the most part always soaked and cast my flask at 1100 degrees. Wondering if this is too high for this large piece?
1st casting (with steam dewaxing and shorter burnout (more specs below on actual burnout cycle) ) Silver temp 1780 flask temp 1150 (I went up from my usual 1100 flask temp) vacuum casting.



2nd casting (with no steam dewaxing and long slow burnout (more specs below on actual burnout) 1780 Silver temp 1110 flask temp (dropped from 1150) vacuum casting.
The first blue wax above was an older wax. This red wax was a brand new wax I injected before casting.



1st casting 3.5” 6” flask
Poured flask night before and kept moist until morning for steam dewaxing
45min Steam dewaxer
1hr in kiln 300 degrees
Slowly ramp up to 700
2hr at 700
Slowly ramp up to 1350
2hrs at 1350
1hr at 1150
Total time in kiln until pour was approximately 7.5 hours with ramp up times and hold times.
Melting furnace set to 1780 degrees
Poured into an 1150 degree flask with reducing flame on vacuum machine (solid flask)
Casting seemed to go fine. Waited till button did not glow and quenched flask.
A large blister on the head of scull had formed in casting. Researched and thought it might have been due to dewaxing too long and wax boiled away part of investment.
2nd Casting 3.5” 6” flask
Decided not to steam dewax but do a kiln burnout of wax incase steam dewaxing was the problem
I also added one extra sprue to the already 4 sprues incase that might have been the problem. Also followed a longer burnout schedule.
Poured flask 2 hours before burnout and let sit undisturbed
Put in cold kiln and slowly ramped up to 300 degrees
2hrs at 300 degrees (wax burnout)
2hrs at 700 degrees
1hr at 900 degrees
3hrs at 1350 degrees
1.5hrs at 1110
Total time in kiln until pour was approximately 12 hours with ramp up times and hold times.
Cast same as before at 1780 silver temp and 1110 flask temp with reducing flame on vacuum machine.
At this point thinking some causes could be:
Flow of metal and turbulence due to bad spruing
Silver melting point set at too high a temp (1780 ) maybe come down to 1770 or lower.
Flask temp too high for the large piece at (1100) come down to around 960
Still maybe a possibility of wax still boiling in mold??
Bad investment (but this is the same investment I have been using for many casting which have been fine)
Contaminates in water (I use filtered water from a good filtration system but it has not been changed in a while) will be using distilled water for next casting.
???
Thanks so much!
If you want to see my other castimngs and work please visit:
paxtonjewelry.etsy.com
main website is currently being rebuilt.

 (wipes sweat away from brow)
(wipes sweat away from brow)