Andrew, Welcome to part of the world of LOST WAX CASTING
Normally vents are made by stretching the mold over a small diameter
post (piece of dowel glued to a base) and using a sharp scapel blade
to cut/pierce through the mold at the same time. The vents are then
held open and gingerly powdered with talc, corn starch, or baking
powder to keep them from totally closing up when the tension of
stretching is relaxed. This technique is used versus drilling because
drilled holes will leak and plug up after the first shot. I did
experiment one time, with mixed results, drilling and plugging the
hole with fine synthetic fiber to allow air to escape but wax to be
held in the mold. The patterns, shot this way, always had some kind
of flaw to be addressed before casting.
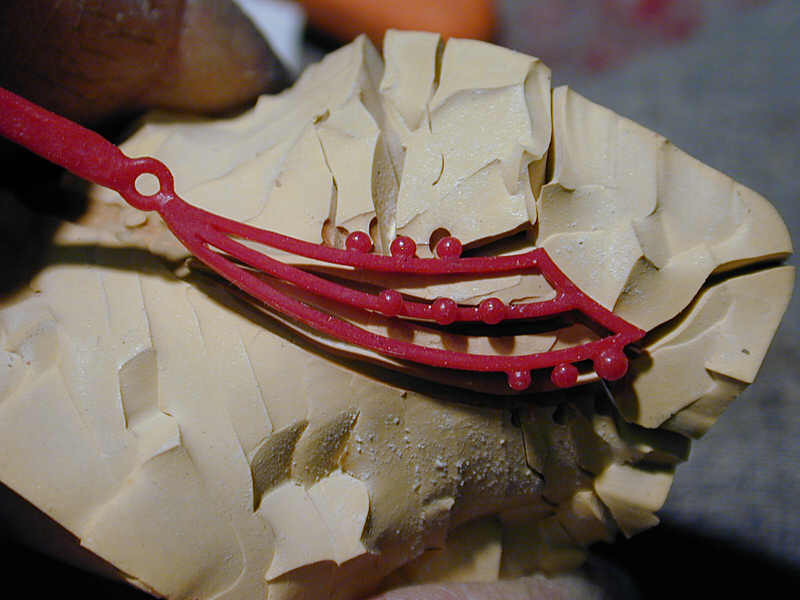
When venting a mold, in general, don’t forget to vent the piece near
where the sprue enters and even the sprue itself. This is the first
area of the cavity to see wax and last area of the mold to fill. If
there’s any back pressure here it can affect how the wax is allowed
to fill on the other sides of the mold.
My experience has been that anything with raised lettering has
always been problematic in getting a good crisp CONSISTENT (notice
CONSISTENT) wax. The sharp corners of letters (and other designs)
tend to trap air and the surface tension of the wax resists being
pushed into the tight resesses. I’ve had to vent vent almost every
corner on some molds, which can lead to some extra marks being left
on the pattern to clean prior to casting.
This issue with lettering is why most emblematic lost wax jewelry
companies use metal molds and inject under high wax pressures and/or
vacuum to achieve consistent results.
And… your choice of injection wax and temperature can make or
break what you’re trying to inject.
Another importnt point to watch for is that your rubber mold makes a
good seal with the injector nozzle. If you’re losing wax here because
of a leak/poor seal, you’re losing effective wax pressure inside to
fill the entire cavity.
II don't have my own injector but I am looking at getting a new
wax injector (hand pump) any recommendations?
As far as I know there are 3 basic types of commercial jewelry
mechanical wax injectors.
In order of new price and reverse order of ease of use
A. Open hand pushed plunger pots (maybe $80-$100)
B. Lidded manual pump-up pressure pots ($200??)
C. Lidded pots with an adjustable regulator for connection to a
pressured air line or refillable air tank ($500+)
D. The Japanese vacuum type pressure injectors ($2000+)
All work well but A. does require some learning time to be able to
get repeatable results. C. is the easiest to use and produces the
best results for “average” molds.
Frank