What is the best way to twist 18ga 14K white gold? Can I use my flex shaft to twist 2 wires together or is the gold too soft? After twisting I also want to flatten the design so I can form a ring, so is a roll mill okay to use? Also will a butane torch work for soldering this material with gold solder chips?
You should ask @JimGrahlDesign about this… he is in right now in the midst of a project for a mutual client and he has had an interesting experience.
I twist a lot of 18 ga sterling silver and 14K yellow by doubling the wire over and putting the ends together in a vise and turning the vise down tight. You might even solder the ends together if your vise doesn’t close evenly. You don’t want one end slipping out while twisting. Pull the loop out tightly and chuck a large cup hook into your variable speed electric drill. Put the loop into the cup hook and pull the length of wire out tightly again. Keep pulling! Start turning the drill very slowly. Decide ahead of time if there is an advantage to one direction of turning over another. I usually go clockwise. The twisted wire will begin to pull on you as it tightens and twists. Be sure to keep tension by pulling back on it all the time or it will double over or not twist evenly. When you are done, keep pulling and slowly run the drill in the opposite direction until the small loop is loose on the cup hook. If you don’t do this, the length of twisted wire may double over and kink. Then take the loop off and you are good to go. 14K white is a lot harder and more brittle than silver and 14K yellow. This may effect the way it twists. I would just forge it flat, but a rolling mill will also work just fine. Remember that the length of twist will turn a bit as you run it thru the mill. This is not a big problem. When you are done, you may want to anneal it or leave it hard depending on what you are doing with it. You can also straighten it by giving it a good tug on your drawing bench. Good luck…Rob
Note From Ganoksin Staff:
Looking for a compact drill for your jewelry projects? We recommend:
- Reading our guide to the best compact drills for jewelry work here
- Searching for more discussions about compact drills here on the Orchid forum
1 Like
Hi,
I use a fabricating 14K alloy from DHF co. (Bandini blvd, Los Angeles) It is not the same as casting stock.
I am primarily a platinum fabricator, and my experience with white gold has been mixed at best.
I called Ken at DHF and he recommended a wire/plate stock, in 14K that works (nearly) like platinum.
I can’t say I’ve ever worked with anything better,
It torch welds beautifully, (No Solder, I use white flux), it solders with 18 K white medium just as easy.
It will anneal like platinum (air cool from dull red) and does not do a deep oxide like other whites I’ve worked with.
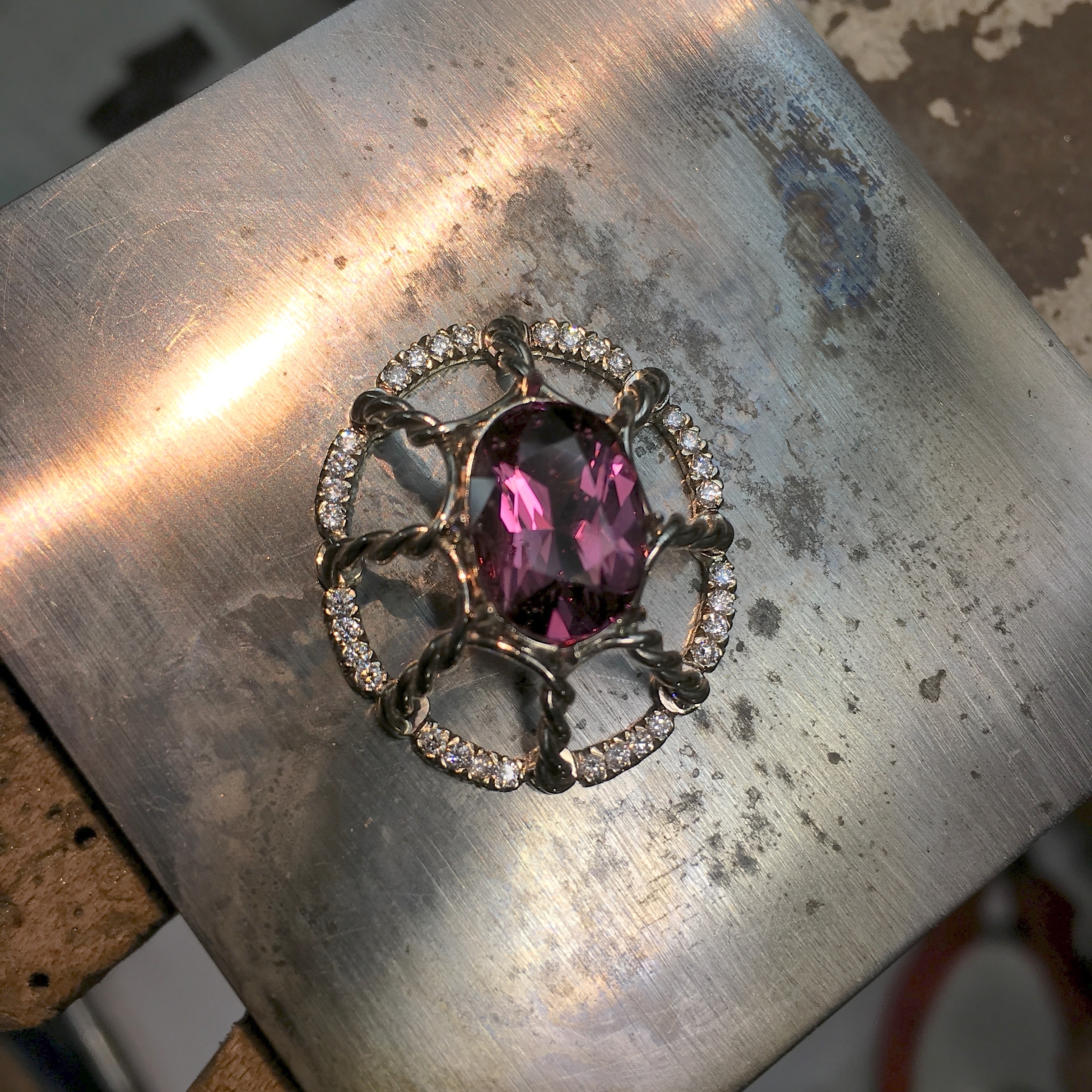
I’m including a bunch of shots of the piece, I hope it helps to see the complexity and what this material is capable of (this is 18 Ga. wire + the other sizes I drew down from there)
Thanks, Jim



















2 Likes
I Noticed these didn’t load in sequence, not sure why.
If you have a specific question or need help along the way, Please feel free to contact me,
Seth can put you in direct contact if it helps.
Yes, You can twist with a flex shaft, but remember that yellow gold anneals hot to quench, white, hot to air cool.
They also have different compression characteristics , yellow will compress easier than white, even when annealed.
Go slowly with your rolling mill and adjust in VERY small increments.
If you are going to fuse these together, use white flux only, clean thoroughly with sparex. Flux the solder and use a low melt point, preferably yellow solder, It will have less tendency to crack when compressed, You’ll probably be better off with a hammer for control, being able to bias the strike more to the white material.
Gotta practice, I can only share my experience, someone else will possibly have a completely unique take on this.
Try contacting Jo Hammer… She’s the best…
Thanks, Jim
1 Like
CRUCIAL INFO:
What is the make-up of your alloy?? Are you using nickel white gold or palladium white gold?
Janet in Jerusalem
Thanks Rob for the information. I’m sure it will be helpful.
Sandy
Oh wow! Your designs are amazing! I’ll check out your recommendations. Thanks so much.
Sandy
Hello gnodesignz
I do the same as another person but add another tool. First I anneal the metal as much as possible. Then I take the 2 ends and put them in the same side of a table vice. I then take a steel hook (bought from any hardware) and put it into the end of a hand drill. The hand drill is very easy to control as far as how tight you want the twist. Put the loop of wire over the hook and pull back gently (but firmly). You can make the twist as tight or loose as you like. This may make it work hardened enough to require annealing before flattening.
Steve
Hi Janet,
Please email Ken and ask the specifics , He’s very helpful.
( Ken@dhfco.com ).
Thanks, Jim
Here are the finished rings in 14K white gold with nickel alloy. I ended up using my flex shaft to twist the wire but it was hard to control so I overtwisted some if it. Also I noticed this hardens much faster than silver so I had to anneal it several times. I used tons of flux and it still burned easily resulting in a lot of cleanup. The white gold is beautiful but a lot more difficult to work with. And mistakes are costly!

I lie twisting with a hand drill, otherwise it is really easy to over twist.
Janet Kofoed
I’ll try using a drill next time and see if I get better control on the speed. Thanks for the info.
Sandy
Use a cordless, variable speed, electric drill. You can probably adjust the clutch to prevent over tightening, although I have never had to do that. Just make sure that you get the whole thing under tension by pulling on the drill until you are done and have reversed it a bit to allow for spring back…Rob
Hi Rob,
came by this thread as twisting has been a mainstay of mine for many yrs. Your advice ,using a v/speed cordless drill is probably the best here for the heavier gauge wires for the average bench jeweller. One one gets into 4 wires 1/8in thick, as in the picture, then its up the power and slower speed. I use my Le Blond 15in by 30in lathe for these.
To continue my experiences, just plain twisted wire doesnt do anything for me nor sells well in comparison to taking it to the next level. I prefer to forge it into a "“D” section or forge it into a tighter round shape, or oval. I then continue taper forging each end like in my cuff design. Pic below.
This has 1 wire in 90/10 ali bronze, yellow ,
2 in tin bronze, pink and a double twist of a ni/chrom wire , thats the white one.
I start with 1mtr length wires and lay up 1st by hand, then power twist really tight.
Ive done them in all bronze, all silver titanium wrought iron acid etched to bring up the grain structure. not steel, tho thev steel ones are made from 6in nails. none left! will make some more.
The most complicated twist was replicating the Nubian silver cuffs . Ran many experiments in copper to get the technique right. then hit the silver.

enjoy
Ted.
1 Like
Greetings,
Like my brother, I use a lot of twisted wire and I use some of the same twisting techniques as does he. There is more to twisting wire than simply twisting wire. I combine metals such as twisting .18 gauge 14 k yellow gold and .18 gauge sterling together to make ropes. The gold and silver don’t twist together as a perfect match but the look I get is something I like when added to a larger piece. I order my metal to come to me dead soft and that typically means a consistent degree of anneal. However, the gold is always a little harder than the silver and that may make for an inconsistent twist so I anneal the gold again before I use it in this application.
I have contemplated getting a kiln for annealing purposes but I can think of a few dozen other implements I may need more. The point there is take great care when annealing wire. A little more here, a little more there and you have inconsistent twists. Take the time to learn to torch anneal on the bench.
I rarely use metal lighter than .20 which I twist with a DeWalt Variable speed drill and a cup hook as described by Rob. I will use the drill to twist up to .14 ga. but that gets into the stage where greater care as you twist need to be taken. Heavier gauges tend to harden a head of themselves as you twist them so in my experience the heavier the wire more care is needed in annealing. 14 gauge and heavier I use a pair of vice grips and a bench vice. And I may anneal again before I am finished twisting.
“Jewelry Making for Schools, Tradesmen, Craftsmen” by Murray Bovin is a great general resource but it does have some basic information on twisting wires.
Don Meixner
Note From Ganoksin Staff:
Looking for a compact drill for your jewelry projects? We recommend:
- Reading our guide to the best compact drills for jewelry work here
- Searching for more discussions about compact drills here on the Orchid forum
1 Like
If a coil of heavy wire is twisting unevenly, put one end in your vise and attach a pair of locking pliers to the other end. Then carefully heat the section that is not twisting as fast as the rest while you finish the twist. Be careful as this doesn’t take much heat. I also use this method to achieve a desired uneven twist, especially in solid wire such a 2X2 square…Rob
Hi Don,
Getting a kiln?
nice idea as with a thermostat and pyrometer you can control the anneal precisely.
Theres a much simpler way I use, for what its worth,
As well as a bench torch on propane and oxy I have always had from day 1, a 2in dia propane torch pointing vertically of the side of a 1in water pipe vertical leg stand. Above which is a 9in sq angle iron frame likewise bolted to the said pipe some 6/8in above the torch flame outlet.
in the frame can go some steel weld mesh 1in sq, or a s/steel gauze hollow box with lift up lid, in which the atmosphere is neutral or reducing. When lit on its own the flame is some 12/ 18 in long and I feed the wires at say 10 deg of the vertical into this flame to anneal. Nice and even, and steady. especially after twisting up the 4 by 1/8in wires. for thinner wires turn down the flame.
All propane torches are fed from a 47kg bulk tank outside via a long safe! hose to a fixed tapped manifold.
If I needed to anneal lots of metal, id get potters long ceramic kiln stands and feed the flame up that,. Hope this may be of interest.
In the case of the 3 colour twists the ali/bronze needs the longest pre anneal.
Along side this propane bench? is a 3ft of by 4in dia piece of plastic drain pipe clamped to the pickle bench with dilute h2so4. Old battery acid is fine especially if you dunk the wires into it hot! Along side is one with clear water and another the same with alkali water to neutralise properly. A 3ft wire needs a 3ft pickle pot !
Ted
Hi Jim,
enjoyed this series of pics. Even as a master you still run off a test piece in copper electric wire! I like that! An important lesson for any beginner.
An old master I knew when I started in 68, wouldnt let any apprentice touch silver or gold UNTIL he
had made it in a 80/20 brass.
Still do the same here . Your twists are interesting use of design.
See my twists in bronze. average production 10 in an 8hr day. range between £75 and £135 each.
The primary forging is done cold between 2 dies ,one flat one half round with a 10 ton fly press. The end tapers by hand hammer on another 1/2 rd but tapered die. Made them all myself.
Would be equally nice in gold tho I dont have the patronage for that. In bronze it speaks for itself.
Ted.