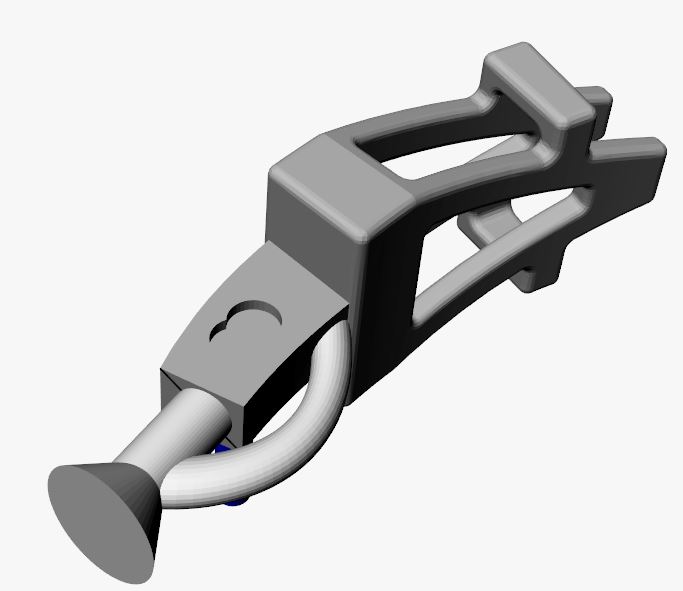
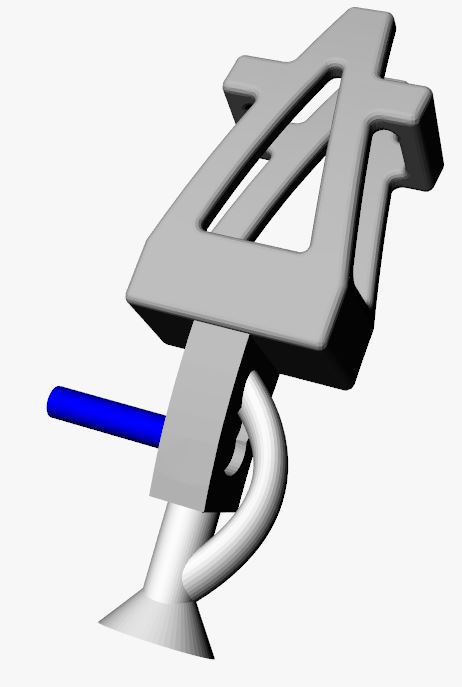
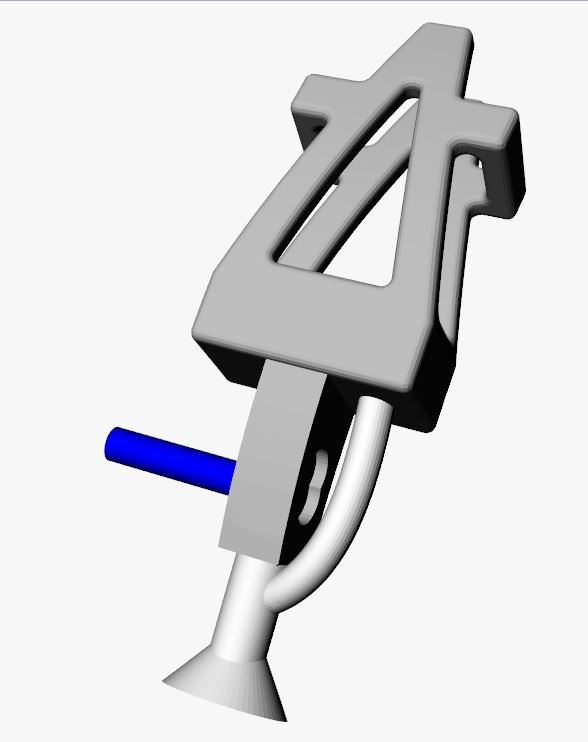
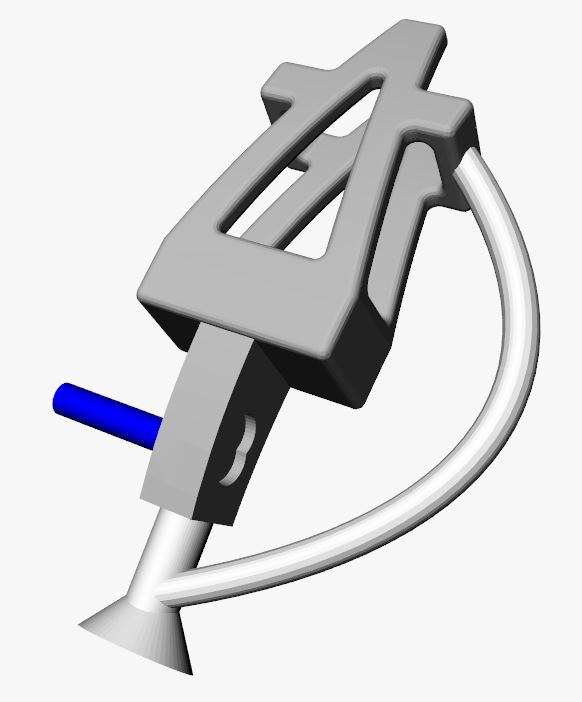
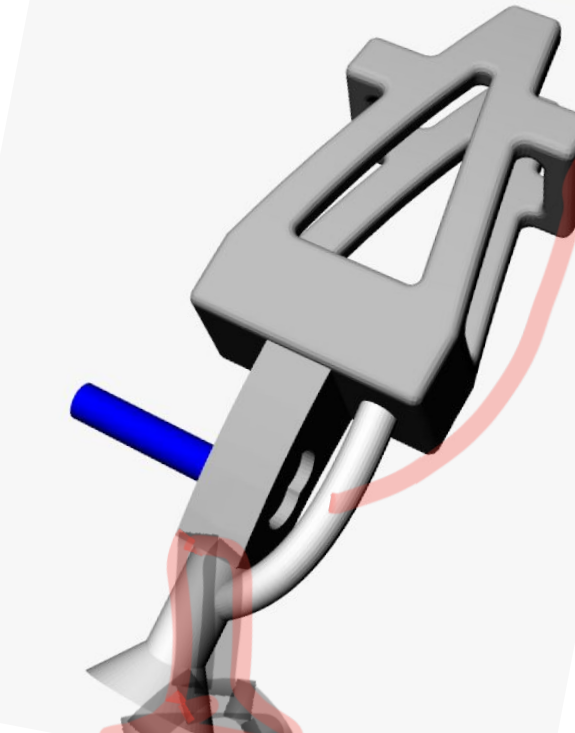
Hello, in the attached images I have a piece (Grey) that had some trouble completely filling in during casting (Silver). I have three options for additional feed sprues that I am looking for advice on. I am not sure which option is better. Teh third option has the additional sprue attached parralel to the feed sprue on the bottom of the piece.
Also, please note, the blue colored piece is a pin.
Any advice is greatly appreciated.
Brandon
Hi Brandon,
#3
Where is your casting incomplete when cast?
My first thought is, It may be possible that you need a small vent in the incomplete area to allow the air to escape.
Debra
Hi Debra, the whole piece casted except the inside edges of the piece were rounded off instead of being a nice right angle. This happened on 3 out of the 5 pieces I had casted. Maybe the caster didn’t do a good job? I wanted to eliminate the possibility of this happening again by adding additional sprues.
See attached, red areas, regarding were this problem occurred.
Can you describe what you mean by vent? I am new to this. Appreciate it.
Correction, they weren’t rounded but more wavy. There wasn’t consistency to the fill in those areas.
I’m not a maven-wax person or a caster, but I’d put a sprue attached to the far end of your item. You need metal to flow evenly…everywhere! Just give the metal a chance to flow quickly before it starts to cool down!
By a vent I mean a thin sprue at the highest point of your casting. The term vent might be more commonly used with wax injection. If I require a vent in my mold I generally keep at least part of it for casting.
I was visualizing the end of your casting to be incomplete.
If you are getting waves I would look at your flask temperature too. Maybe that your metal is solidifying to soon.
Maybe an incomplete burn out.
If your flask is to hot or it has been bumped/tapped on a surface to speed wax removal it maybe a breakdown of investment in that area that is stopping the flow.
It it wax or other? what kind of casting method are you using?
If possible, show us a picture of the flaw.
Also what Gerrylewy18 said. Your sprue in the last pic is probably slowing down the metal flow.
Interesting. Would the thin sprue at the highest end connect back to the feed sprue or it just allows an extra pocket for air to go and won’t connect back?
Unfortunately I don’t have the pieces with the flaws anymore.
Maybe something like this?..
The vent/sprue would be a place for any air to escape and would not be connected back.
The arch in the sprue pictured in post 8 is to much of a curve and slams the metal into a wall of investment. You do not want the metal to drag on any surface. If you add a sprue eliminate the drag like you did in pic #3 = Straight and direct.
Pic#3 in your original post is a good sprue for your piece and should be enough to get the job done.
To be safe- you could add a vent but my guess is it is not needed.
or If your pin is not being cast in place you could add a sprue to both sides of the piece.
3 sprues would be a bit overdone but when I was casting spun wax I had many sprues. I also had to grind and recycle a lot of metal.
More details on vents should be found by looking at gravity pour casting and casting filigree.
Good start, but get the sprue closer to your item. The metal has now to travel too far away, then come back. Point number two: make that secondary sprue ”thicker”.
Remember that the hot metal will only stay hot for a couple of seconds. Every second counts as its now flowing in your flask.
Gerry, On my iPhone!
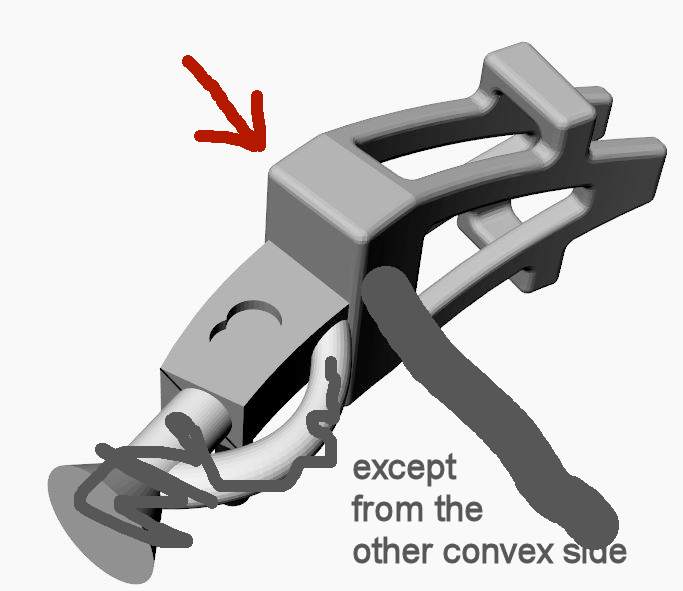
You might try changing the overall angle of attachment to the main sprue / button. Metal really doesn’t like 90 degree changes in flow. That creates turbulence and messes with the results. If the piece can be shifted at least 20 degrees (i did it to the right), them maybe one additional sprue up towards the top might solve your problem. You might need a similar supplemental one the other side as well. I would also shift the CAD drawn additional sprue at the bottom closer to the outside bottom corner edge of your piece.
Just a thought. Good luck.
Eileen
Interesting ideas. It seems that this orientation is the consensus. I will try to replicate on the other side, by passing the pin and see what happens. Appreciate it.
Brandon, you don’t
give dimensions or if a mold is already in existence or can be
remade, but here’s a suggestion and would make
finishing much
easier…it also enters the heaviest cross section o the
piece.