Okay, I’ve read as many silver casting threads here, Reddit, watched YouTube videos, called Rio…
But I’m looking to get your input on the ongoing search for a perfect silver casting.
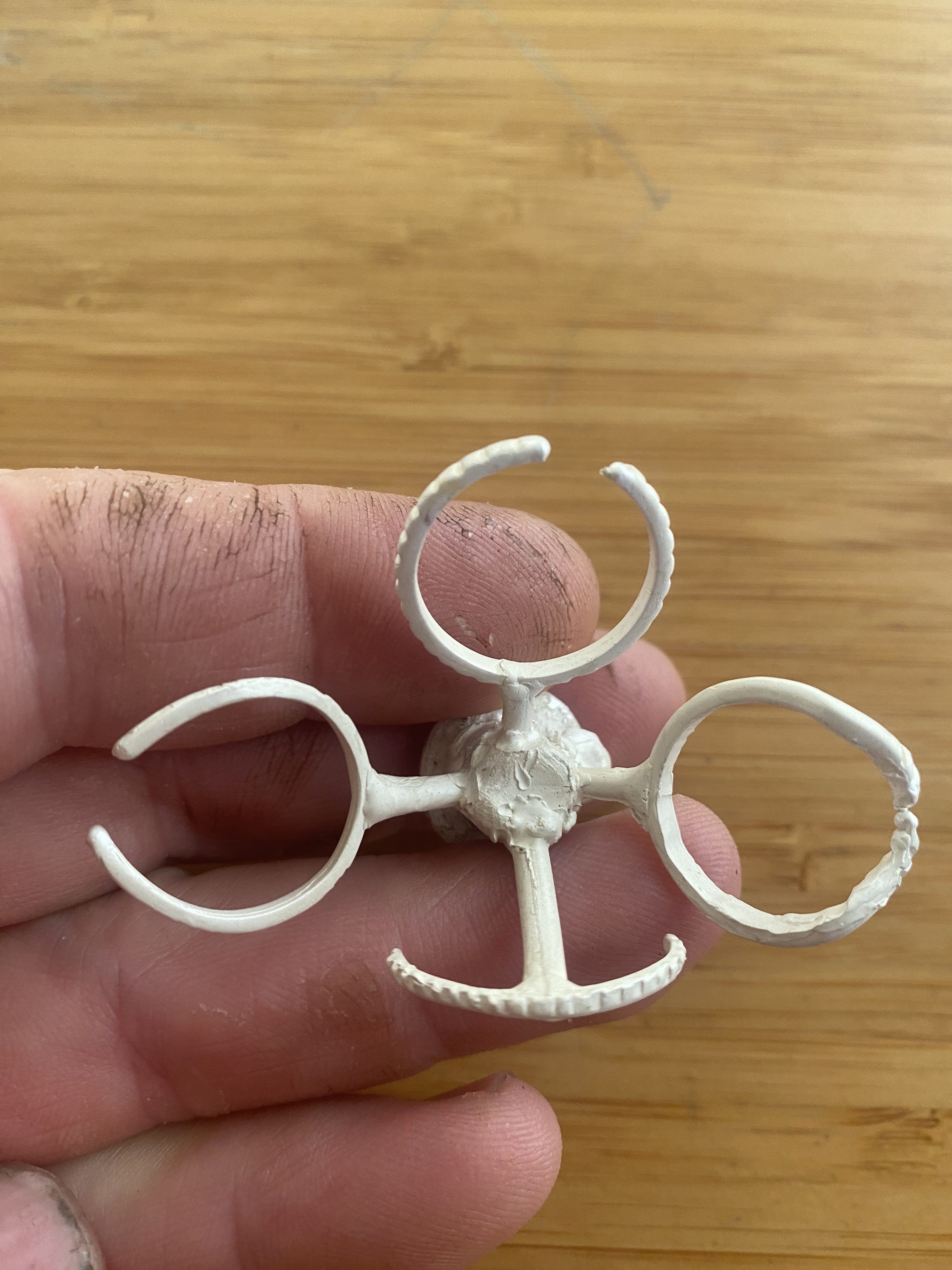
Currently I get a great quality cast… except… the silver didn’t fully fill the cavity. Here’s some images to explain:
I am coming from a situation of having porosity in the casting I attributed to my flask being too hot (1200 F)
Details:
Vacuum casting
R&R bandust investment
Burnout cycle is copied from another post on here, I can find it if needed (I don’t think that’s the issue)
Brand new casting grain from Rio
Flask temp at 950 F (this is what im suspecting should go up)
Silver was liquified with acetylene/atmosphere torch (I do have an electronic melting furnace)
Questions:
Should I raise flask temp?
How long to hold on vacuum after pouring?
How long to heat silver in crucible?
Thank you!
My opinion is that the best castings I’ve seen were done with vacuum casting. Electromelt and programmable burnout oven. You’ve got what you need, just needs tweaking. I prefer a foot actuated vacuum valve and a propane or natural gas flame to cover the metal during the pour from your Electromelt. Also I would look into sprueing. You button should be a smooth “funnel” with smooth transitions to the parts. Roughly the sprue should be approximately 2X the thickest part of your piece and smaller auxiliary sprues if needed. The metal should cool top to bottom with the button last to freeze. Quenching when the button is solid and no longer glowing
5 Likes
Heat temp looks fine. Nice level button. If it’s rounded, too low a melt temp. If concave, too hot.
What size flask? I’m guessing 4x4?
My sweet spot is 4x6. It is heavy enough to give me a great seal.
I use 950F as a flask temp for 14kt yellow. 1,100F for white gold. 1,125F for Argentium silver. I tweak it up 25-50 degrees for palladium silver and platinum silver depending on the shop temp. (my garage can be 40-50 degrees in the winter)
Vacuum you can hold for 20-30 seconds after pour. What’s done is done. Wait 15 minutes to plunge.
The spruing. Before I invest, I take the tree and turn it upside down to see how liquid would flow. One of your rings looks like it is sprued inside the ring and the molten metal will have to flow uphill to fill. The other’s look fine, you might angle them in a little so the so the flow is more downwards rather than outwards. Gravity. Now another suggestion might me to add a secondary small feed sprue to the other end of the ring. You could have another small tree from the center of the main sprue with four little branches feeding each ring.
If you like, send me a message and I will send you a link to my site that has all my casting mistakes I made, where I corrected and learned and some spruing I did to fill Celtic rings. I don’t want to post links here as it seems like advertising. And I learned here as well. Some of the most valuable teachers in the world are right here.
Oh, and I’m using an electromelt and Rio Vic 12. I have to use a torch for palladium white gold, palladium silver and platinum silver.
Hope some of that helps!
Charlie
PS Gold is much easier than silver!
2 Likes
One of the biggest variables with vacuum casting the way you’re doing it is how long the flask is in the vacuum caster before you pour the metal. If you wait too long the flask is no where near the temp and is way cooler than it was when you put it in the caster. Think about what a vacuum caster is doing. It’s like an air conditioner, sucking air through your flask cooling it down.
If possible as an experiment, try casting with two people. One to do the metal melting and pouring. The other to take the flask out of the kiln, put it in the casting machine, turn it on and verify the vacuum pressure. The goal is to cast as fast as possible after the flask has reached vacuum pressure and the metal is the proper temperature.
Since you have an electro melt, like others have said, probably best to use that.
You don’t say what the pressure is when you cast. Perfect vacuum is 30, that’s not possible, but are you at 29ish?
The other thing is that all of those rings are sprued at 45° off to the sides of the button. I’m sure there’s a logic for that, but I prefer to center my sprued objects in the center of the button more parallel with the flask. There’s countless ways to sprue and others I’m sure will disagree, but that’s how I would do it.
This is a fairly simple problem. Some component of the process isn’t hot enough when the metal enters the flask or there isn’t enough vacuum pressure.
That’s my thoughts.
Jeff
2 Likes
Thank you @jeffg-moderator and @CharlieB and those who posted helpful advice as well.
I had a successful fill out of some test rings the other day with my electro melt furnace. I did wait until I was ready to pour the silver before starting the vacuum. I’m getting a reading of about 29 on the little vacuum meter. I do think there is a slightly too much oil in the vacuum pump so I want to make that adjustment as well.
I have been chasing the perfect casting and realizing there were more variables than I thought!
My wax models were a little bit shoddy because I was overheating my wax. I have installed a temperature controller on my wax pot and the models are much better. I thought the porosity was being caused by silver or flask temperature, my working theory now is that it was the wax model all along.
It sounds like your pump has enough pressure then. That’s good! What kind of casting machine do you have? Is it the kind that uses submerged perforated flasks or solid top mounted flasks?
I’m not sure what you mean by over heating your wax with a wax pot? Can you be more specific what you’re doing? Are you injecting wax into rubber mold? If not, why would you use a wax pot? What kind of wax are you using?
I’ve done a lot of gravity pour bronze casting. I’ve often thought of vacuum jewelry casting to be more like gravity pour casting than centrifugal casting. With gravity pour casting, spruing to create maximum efficiency is very important. So with that in mind, one other thing to try are slightly bigger sprues, at least with silver. It looks like you’re using 8 ga sprues. Maybe try 6 ga sprues and see if that changes things.
Having so many rings not fill completely would drive me crazy! Glad you reached out to the forum!
Jeff
1 Like
What does your models look like to begin with. On one of the incomplete rings it looks like you want to make the metal go backwards. Unless your mold is very hot,
metal won’t flow back very well. Try bringing if your models straighter instead of flared out when sprueing. Also bringing you mold casting temp up to 1000° may help. Also be sure your metal is at correct casting temperature, but that doesn’t look like that’s the problem.
2 Likes
While I have owned a complete centrifugal casting outfit to include a kiln for 45 years, I have never used it. I decided that the art was in carving the wax model and that I would leave casting up to the people who do it every day. I also decided that since the type of work I do is one at a time and it can be done a lot quicker by forging, fabricating and finishing than by casting…Rob
3 Likes
So it’s a perforated flask that sits inside a vacuum chamber. It also has a platform to vacuum investment.
I’m using a diy wax pot. It’s a tiny slow cooker. I have a stainless steel syringe used for meat flavor injections. The new temperature controller keeps the wax at the specified range. Before it was WAY too hot but I didn’t know.
Such is the way of not spending the big bucks on the good equipment. But we knew we would learn a lot. This way I deeply understand the variables in the process I guess lol.
1 Like
I did raise the flask temp I to 1000 F this morning. I think that helped. I had a pretty good casting. Thank you!
1 Like
I can definitely understand that position, it’s important for us to control the manufacturing process at this point but if things scale up, we might farm it out.
1 Like
Things are looking good. Thank you all!
2 Likes
Way better. With smaller molds you my want to try vacuum assist instead of vacuum chamber casting.
1 Like
I have no idea what that is. Is there any resources to learn you recommend? I’ll start with a search on the forum.
Vacuum assist is setting a regular flask on the silicon pad on the casting table. It will draw a vacuum through the mold. Unlike using a perforated flask and dropping it into the chamber to draw a vacuum through the mold.
1 Like
My solution to the “cooling” of flasks is a little different. I like a foot operated vacuum valve. The relationship of burnout oven to casting table and the Electromelt to the casting table. I prefer an Electromelt that you pour from rather than one that you lift out with tongs when your metal is ready to pour pull the flask out,put it on the casting table, open the foot valve. It only takes a moment to make sure the flask is properly seated.
You should be able to pull 29.9” of mercury at sea level but you lose an inch of mercury for every thousand feet of elevation. Santa Fe is at 7000’ and we can pull 22” of mercury here. Many jewelers here are vacuum casting with excellent results.
3 Likes
Thanks, I’ll look into a foot pedal modification!