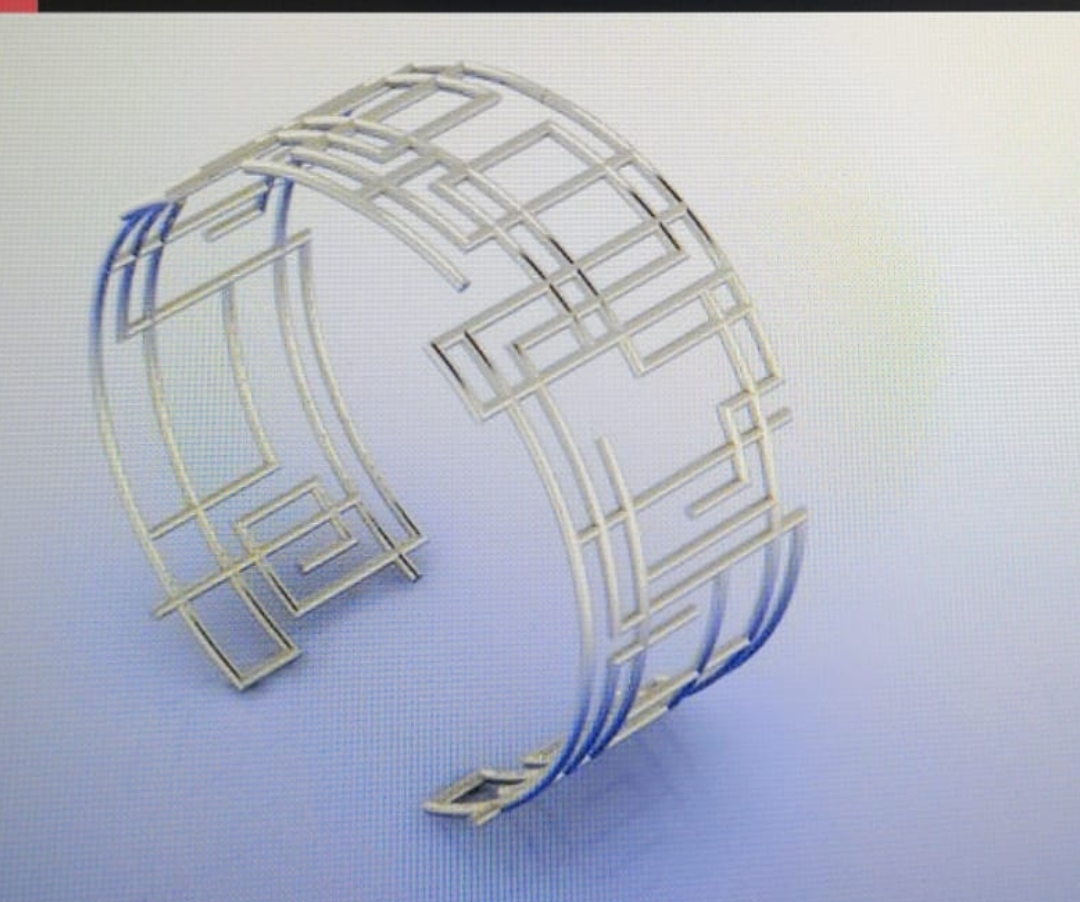
I am requested to cast the cuff in the attached photo and I am quite nervous about spruing it. I have read the topics/papers on spruing, but they mainly deal with smaller pieces with more uniform geometries.
I will vacuum cast it, with oxy/propane torch melting.
It is all made of 1.45mm diameter wire. If anyone could share some advice on spruing, it would be highly appreciated.
Your cuff is certainly a challenge. One thing, of you’re casting gold, you will have better chances versus casting sterling. It flows better.
Spruing will depend alot on the best fit into your flask. Making it a vertical horseshoe (you can anneal and reshape the ends into the cuff contour afterwards) follows the predominate wire direction of the design. All of the horizontal /perpendicular sections should be sprued in a relaxed curve so it flows directly into the design. 90 degree corners won’t flow without turbulence causing porosity, freezing out and every problem you would hope to avoid.
Sprues should be located so they are easy to trim and clean up. I would locate them on the outside perimeter / surface. That’s a personal choice. Once upon a time I located sprues in molded between areas of an open work design. I redid the master and made a new mold to save cleanup time in the long run. Accessibility for cleanup is huge!
Because your design has lots of linear flow, I would sprue the heck out of it. The sprues should have intermediate reservoir balls on the sprues can accommodate shrinkage of the metal the same way a button does. Without that the metal will want to shrink away from the extremities of the design. Disconnected open ends should either have extra tails and balls or be connected to another part of the design so the metal flows continuously. The goal is to have the metal not freeze out or create porosity by shrinkage. Too many sprues works better than too few.
Just my first thoughts. Second thought is to fabricate the piece.
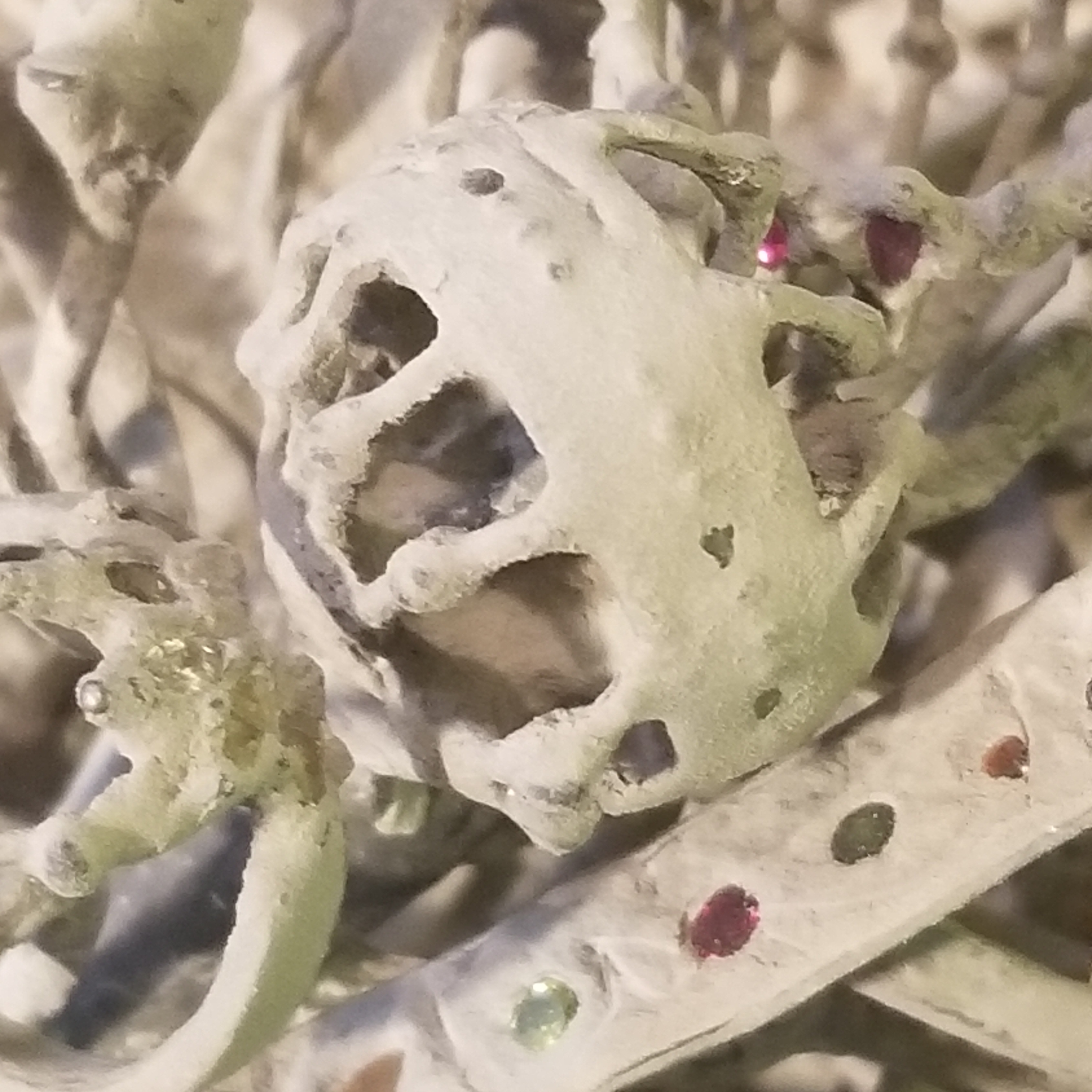
Images are of some experimental designs i did using ferris round wires wax - 16 or 18 gage or combination with 26ga sheet wax. They worked. The buckyball is about 1.75" diameter in bronze. It looked a bit like comet with a series of trails as sprued piece.
The ring was very, very thin in section - about 1.6mm at its thickest on the perimeter edge. Metal was sterling. Ten cast in place 4×2 czs. The stones become heat sinks, making the metal prematurely cool. Flask temperature was 800F making it more challenging. I added easy to trim sprues on each perimeter from each side between the CZs. It looked like two spiders fighting over possession of the wax. Little mini reservoirs on each mini sprue. Centrifuge cast. Air cooled image of the tree before removing investment.
I know the question was about spruing, but Eileen is right - this would work a lot better as a fabricated design. Just lay it out flat as sections of wire pinned to a soft brick, solder all the connections, and bend it around a mandrel with a soft hammer. Casting would take more time (especially when you figure in the cleanup from all the sprues you’d need) and will never look as good or wear as well, even if the casting came out perfectly. I’m a big fan of lost wax casting, but it’s not the best method for everything.
Thank you for the tips! I’ll try as many sprues as possible, without messing with the model. I thought about fabrication also, but this is not my piece, it’s a fellow jeweller’s who already has it 3d printed and wants me to cast it. So casting it is