I have just started casting earlier this year, I understand it is about a try and fail game, but for this one I think I need your help.
I own a Formlabs2 3D printer, on which I printed several pieces in Castable Wax Resin which I later set on a wax casting sprue. I used Plasticast investment, in a 38/100 ratio for water vs investment, waited for 2 hours before setting it in the kiln. I cast with an italian Bailo&Aldo vacuum machine - EasyCast and I respected the 8 hour burning schedule the provider from whom I bought the equipments (and who installed them in my workshop) recommended. The provider recomended to cast at 650 Celsius flask temperature and 950 Silver temperature. My flask dimensions are rather small - 9 cm in diameter/12 cm tall.
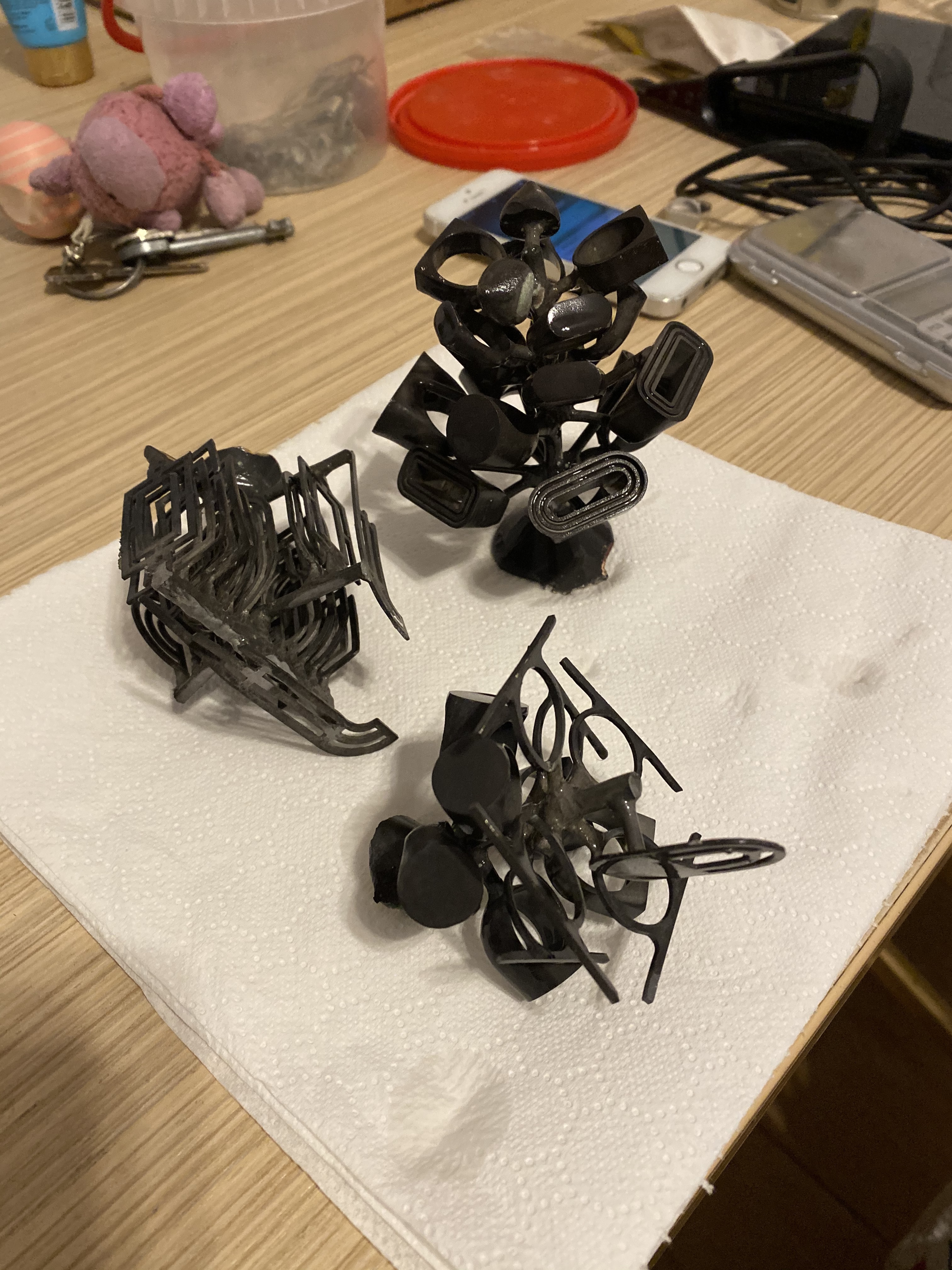
However, at the end of it, the large pieces turned out great, where the smaller ones (1mm thickness) have huge porosity. My plan was to cast once in Castable wax, then make vulcanised molds and inject wax, but these are not usable this way.
I kept reading several threads on this forum and I think either my metal might have been to hot, or the investment deteriorated where the small pieces were (which probably burned out quicker).
I don’t really subscribe to the try and … approach. However experience will be your best friend.
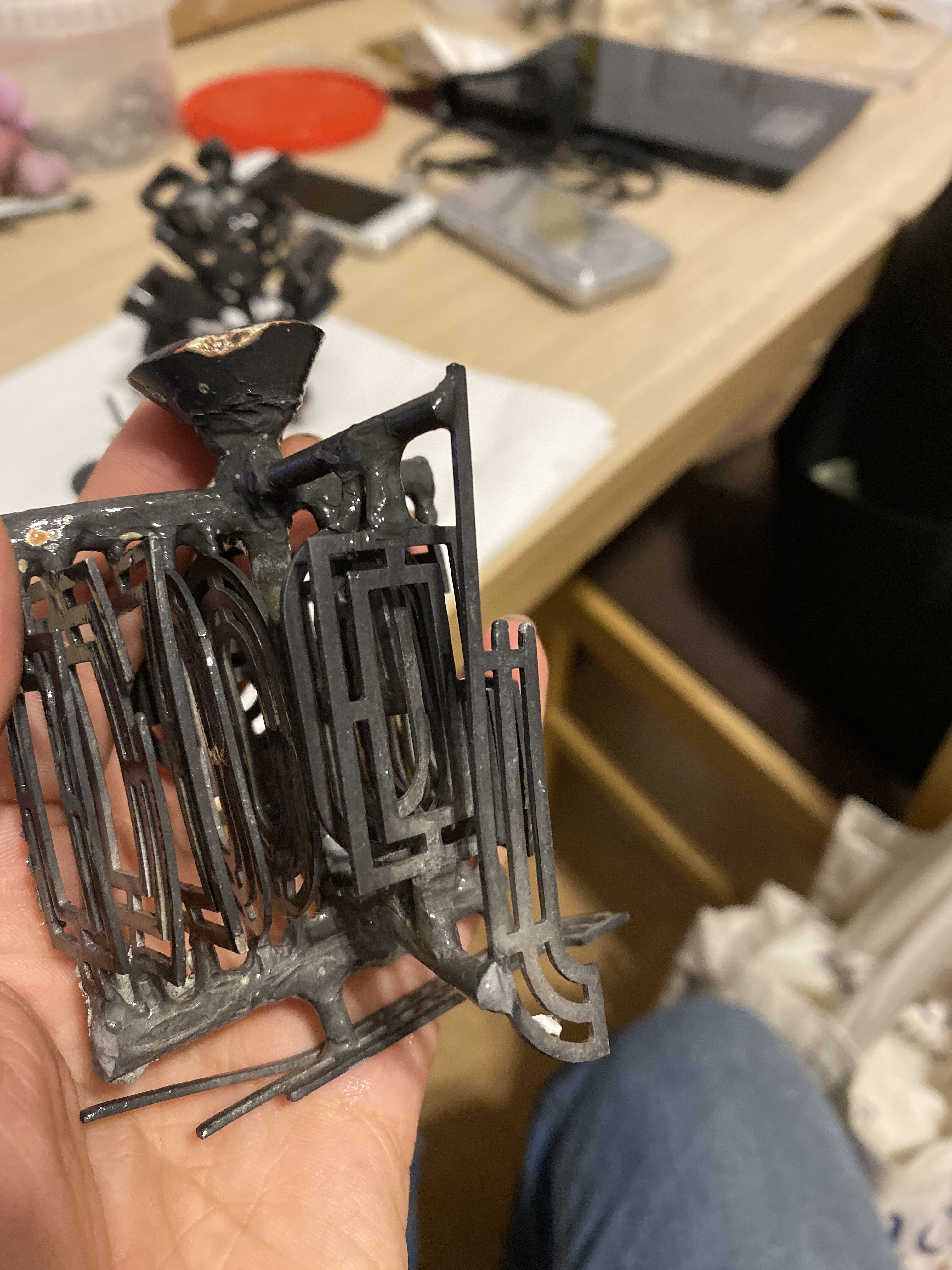
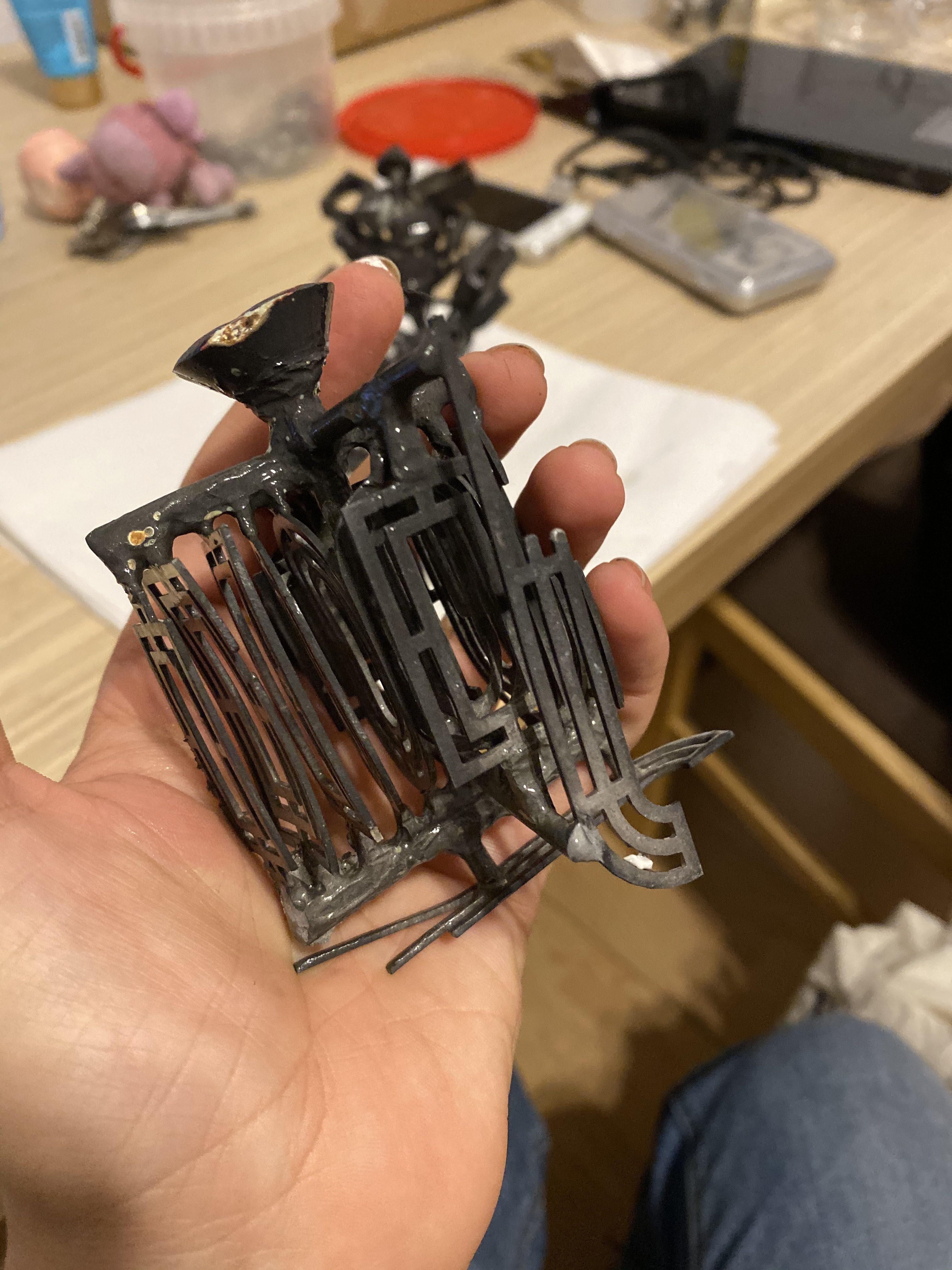
If the two rings are what you refer to as the large pieces then I suspect that the mass and thickness enabled good flow during casting. I would have liked to see the sprues.
The thinner parts appear to have a flow problem most likely because of the need for additional sprues or different locations. Again seeing the sprue would help.
Think of your wax and sprue and try to visualize the flow of a liquid being poured in and the possible paths and turbulence the bends are creating. Also the path that a volume on liquid must go thru the further along it goes from a sprue.
Someday someone will develop some software to simulate the flow, but I don’t know of any yet.
Regards RLW
I think that the first question could be “what is the nature of the pitting?”
Porosity sucks but it can also give a ton of information about what generated the problem and when in the process it occurred.
Larger castings are often plagued with fine sprays of micro porosity which becomes apparent when polishing to a higher finish. This “shrink spot porosity” is associated with the cooling and solidification of the metal as it shrinks and pulls metal from the wrong places.
Round pits may be gas porosity that occurs from too hot a melt, too much oxygen or investment breakdown formed from too high a burnout temp.
Jagged pits could be crud and contaminates and if filled with white investment could mean that the inside of the mold chamber has broken down—especially when partnered with strange, rough positive formations on the casting.
Rond dish-shaped pits that are haloed in bright metal could be flux inclusions…
I have way better luck casting the castable resin models with R and R Ultra Vest Maxx for White Gold. It holds up better than the PlasticCast investment so you can do long burn outs for resin. Also, clean the ever leaving crap out of the resin models. There is no forgiveness for resin casting compared to wax. What I understand the problem with resins is that when resin models melt and burn out, the model first expands a little before melting. Wax does not expand as much before it melts.
So there is no forgiveness with resin meaning if you do not mix your investment properly (too much water) then your resin models are destroying the investment when they burn out. Use a little less water and make the investment strong and use Ultra Vest Maxx.
I agree with Ron. Not only inadequate sprueing size and placement but your making your metal to go through a series of 90 degree joints. While your tree looks nice and tidy I believe that you’d be much better off doing more conventional treeing. Use a larger flask, put your pieces in rows up the tree with the smallest pieces at the top of the tree, progressively getting larger toward the base.
You want the metal to cool off top to bottom,
outside in with the button being the last to cool off. The really important thing is to get them at the right angle. You might have to tilt them at a higher angle to leave enough investment around the the waxes.
You should consider adding a sprue to each side where the horizontal bar goes across.you”ll want your main sprue about
1 1/2 X the thickest part. It might be tempting to add the auxiliary sprues in wax to see if it would work (which I would normally do) but the wax wouldn’t be able to evacuate the cavity until the resin melted. The wax would sit trapped and boil, causing investment erosion.
Another question. How are you melting? After incomplete castings the first time the natural inclination is higher temperature, metal, flask or both. I think that your problem could be solved by sprueing and go back to recommended metal and flask temperatures.
Good luck! Let us know if this helps…