I find myself more and more trying to turn a small piece of metal. My usual solution is to chuck it into a cordless drill and grind away on my lapidary wheels. This isn’t very accurate or safe an probably not good for my lapidary equipment. I know that many of you use small machine tools to do some of your work. Can you suggest what to look for in these tools: size, make, model, cost, etc. Thanks and enjoy the holidays…Rob
Sounds like what you want is a watchmakers lathe. New they can be expensive but there are a lot of old used ones in great condition gathering dust in the back rooms of jewelry stores that used to have a watchmaker back in the 50’s.
One can make it but look at this ready made machine and compare howmuch it will cost to buy the materials.
Yes, it is made in China and yes it has limited power BUT, it’s ready to use and pretty accurate.
Just an idea.
Hi,
I have 5 different lathes,
Different sizes and accuracies .
Best bet for the money is a small Harbor Freight lathe.
Variable speed, reversible, takes standard bits, Lots of good for very little money (under 500.00 on sale.)
The issue with watchmaker’s lathes (they’re really great) is collets , several different threads and expensive when bought is sets. I have one but it’s only for the finest of work.
The standard 3 or 5 jaw chucks are great when new, by the time they’re used, the accuracy is off enough that it’s hard to center a piece.
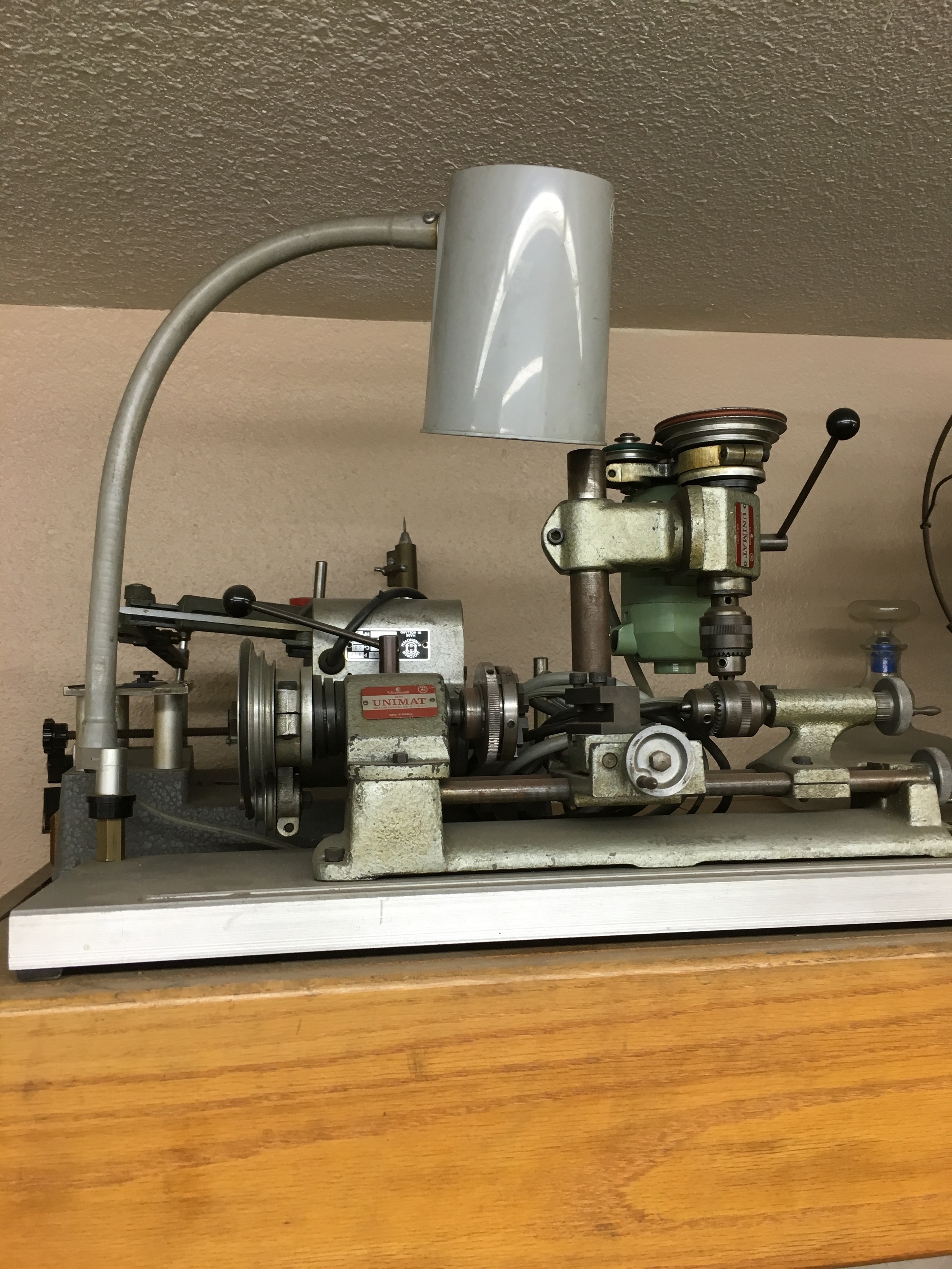
Unimat lathes are good too, but chuck to table surface is short, great quality though. Again, used, a few hundred + belts + accessories +++…
Sheerline makes a good lathe too. lots of great accessories but you’re hitting a grand when you add up all the goodies.
Best,
Jim
Taig, also makes an excellent lathe that is about the same size as the Sherline, Generally regarded as superior, and a little cheaper as well.
Advantage towards the Sherline however, is it has many more addons. Though, people do alter them to fit on theTaig.
Taig is made in the US, if you are in Europe, they are rebranded as peatools or something.
http://www.taigtools.com http://www.taigtools.com/
Here too, is a vendor for the taig line, as well as a lot more information regarding home built tooling etc…
http://www.cartertools.com http://www.cartertools.com/
I am not associated with any of the above.
I’ll add a voice to the Sherline vote. I have one that’s become indispensable for me in my work. I use it in both the lathe and the mill configuration and it makes a decent drill press as well for some jobs. I like the small size, high precision and huge array of accessories available. You can often fined them used for $400-500 but also budget a few hundred for a selection of bits and bobs to trick them out as you like.
The taig, harbor freight etc all also all good machines, size and versatility vary depending on what it is and what you need. It’s a big topic with lots of enthusiasts online to help you out.
Agree, Taig is good as well.
Below are photos of lathes, some attainable, some not-so.
The brown one is an elgin from 1890, from the watch factory, originally overhead belt driven.
It’s my workhorse, lots of collets & tooling. The watchmaker’s lathe is a Boley, again, a lot of collets.
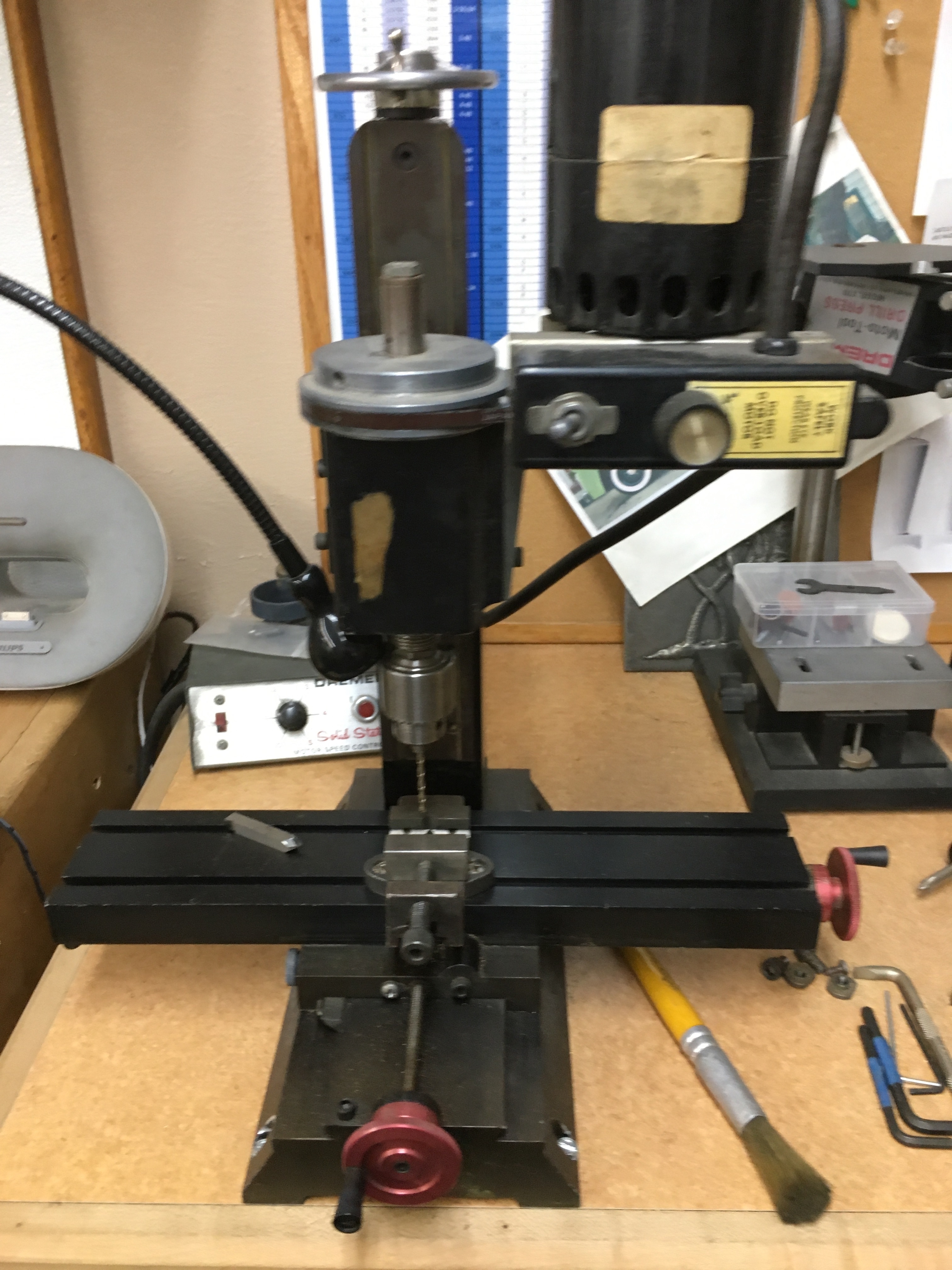
The Sherline is in pieces, the mill part getting the most use. The Unimat is rigged as a lathe /mill (2 motors.
Another workhorse.
The big one is an Atlas (originally Sold by Sears)
A super piece for general work, Fully restored about 2K,
As is about 1000.00.
I still like the Harbor Freight one, getting one after christmas.
One of the most useful tools in the shop…
Best, Jim
Sorry about the loading sequence,
Between that and spell checking brand names I think there is a bit more work to be done on my tech end…
Elgin/ collets/tooling





Boley with collets.
<img

Atlas lathe
k


Hi Gang,
Shockingly, I have opinions on this subject, having used everything from Unimat 1’s all the way up to multi tonne CNC milling machines and laser cutters for jewelry making.
One of the things I use them for most isn’t making the jewelry, it’s making the tools to make the jewelry. For example: I’ve got a “when I get time” project to hotwire the CNC lathe that KC uses to make the saw clamps to make me a couple of extra anticlastic bracelet dies for my hydraulic press. Special forms, custom for me. You’ll never see the “CNC” part of the job when you’re looking at the jewelry, you’ll just see the silver that was formed on the tool. So that’s one thing to keep in mind when evaluating the tools you’re looking at: not just “what can it do to my precious metal”, but “what tools can it help me make?” Lathes in particular are incredibly useful, both directly, and as tool builders.
In terms of the lathes already mentioned, I’d look at the sherlines and taigs well before I’d look at one of the Chinese 7x12’s. I’ve helped a couple of people try to set those up, and none of them were worth fussing with. Very crudely built.
The sherline/taig class machines are small, and light, but (A) you don’t need a crane to move them, and (B) they’ll do just nicely for most jewelry scale things. They also don’t have a whole lot of nooks and crannies for precious metal chips to hide in, which is a unique consideration for jewelry turning. Sherline & Taig also make a very nice little milling machine, which is also quite useful.
Personally, I use a collection of antique “serious” machine tools. Several Ames instrument lathes, which look like a giant Boley watchmaker’s lathe, and a couple of small benchtop milling machines, all of them from 1920-1960 or so. They’re MUCH nicer machines, but unfortunately, you need to know what you’re doing when hunting for machines of that class.
They can be badly broken, used to death, or missing rare (expensive) parts which won’t be obvious if you don’t know them ahead of time.
If you’re looking for serious lathes, make sure they can take 5C collets. That’s the modern standard, and was available all through the ‘golden age’. The Ames machines take their own “not-quite 5C” size, and part of the reason I own 6 of them is my quest for the rare collets. Every time I found a set of collets, they came with a lathe. Don’t join my club. Go with a standard (5C) size from the start. If you can find one, a Hardinge DV-59 is a spectacularly good jewelry machine.
Also, look to see if the lathe has (or can have fitted) an indexing head. This will help you divide the rotation of the headstock into controlled numbers of divisions per rotation. Intensely useful for things like eternity rings, or anything where you need a given number of holes around the rim of a ring or cylinder. The Ames (and the Craftsman/Atlas) have one built in, as does the Sherline (I think). There is also an indexing head that fits on the table of the Sherline/Taig mill, and for larger ‘serious’ tools, you can buy independent indexing heads that can be fitted. Very, very useful little widget.
The watchmaker class machines tended to have them built in as well.
If the chucks get worn, they can be fixed (at least enough to keep them useful) by ID grinding of the chuck jaws with the right gear, which at this scale is largely a flex shaft, some mizzy wheels, and a few bits of widgetry to hold the flex shaft in place. (Contact me directly for exact process.) But it is fixable, more-or-less. (NOT a “Hold flex shaft in hand and go after the chuck jaws” process. There’s more to it.)
I guess the first thing I’d look for is a lathe. They’re more forgiving, and cheaper to operate than a milling machine. For either of them, budget at least as much as you paid for the machine for extra tooling to make it useful. Typically, the tooling ends up costing at least as much as the base machine, sometimes a lot more, but with lathes you can start out small and cheap, and then work up from there as you realize what you need. Mills have some basic tooling (like vises and cutters) that are expensive right out of the gate. The good news is that you can keep a lot of the gear when you sell lathe 1, and move up to lathe 2, (etc) so eventually the tooling costs aren’t so horrible. As your collection grows.
My advice would also be to buy a larger machine than you think you’ll need. Bigger machines are (typically) stronger and more rigid, which makes everything go easier, as you’re not fighting the capacity limits of the machine. That’ll also give you some margin for making tooling, which is typically larger than the jewelry made with the tooling.
When I started out, I had the Ames, which was a 7" machine using collets (and chucks) for precious metals and delicate work, and a South Bend engine lathe, with 9" swing, using chucks, for making tooling, and things too coarse for the Ames. (The SB is for sale, if anybody around Central Ohio wants it. Contact directly.)
If you can find a good solid 9 or 10" South Bend, they’re good machines, even 60 years on. The 9 & 10 inch machines tended to be workshop/garage machines, so they weren’t worked to death like the larger ones were.
For advice about that sort of thing, there’s another website called “Practical Machinist”. Have a poke around the antique machinery forum there. There are all sorts of threads about buying/evaluating/using small old lathes and mills.
Sorry this is a bit rambling. Hope it’s been useful.
Regards,
Brian
Thanks to all for your replies so far. Lots of information to process. I agree that I would probably more often use a small lathe or mill to make tools than jewelry. I like to make tools unique to me and my needs. To get a point of view, I have a small economy rolling mill. Since I now also have a large Durston 130C, I would like to refinish and possibly modify one of the rollers on the economy mill. Are the lathes included so far in this discussion up to this application? If not, what would be needed. That is about as large an application that I can think of for a lathe in my shop. thanks again…Rob
One thing I can add to the discussion on Chinese lathes.
My husband has and uses a Harbor Freight lathe.
However, over the years he has modified and upgraded many features on it, and still it’s not all he could wish.
His recommendation, if you are looking for a " ready to go " ( not needing rebuilding ) small lathe, is to look at the Little Machine Shop
It’s a Chinese lathe, but I believe they are made to a much higher standard, to start with , then the HF one.
For a slightly larger capacity lathe, Shop Fox
Although the prices on both of these are higher than the basic Harbor Freight lathe, I can tell you first hand that he has probably spent this much or more trying to get the HF lathe up to a reasonable standard. Better to spend it up front .
Patty
Live Oak Studios
Hello Robert, I rebuilt very old square rollers using my very old Taig lathe. No problems at all.Have fun. tom
Hi Bob,
Those of us that can be called international? ie not in the USA, dont know
1.The economy mill roll dimensions.
2 the lathe data ie, what it will swing and the distance between centers.
so how much id like to help and advise on turning your rolls to mill other shapes of metal, I am frustrated in doing so.
Just give all tech queries like this one in dimensions, please,
Returning rolls needs a pretty powerful lathe.Cos rolls are hardened, for that youd need turning tools which are with TC tips. ie tungsten carbide. Can be done by the way, no need to anneal then re harden.
ve also several lathes, the biggest is a
Le Blond came over on lease lend in 1942 swings 15in and 30 in between c/s. Accurate to a couple of tho.
Use it almost daily to make tools to make stuff!! Yesterdays task in the am was to arc weld onto suitable steel rods ball bearings from 1.5in dia down to 1/3in dia to use as internal anvils to repair some hollow ware silver items… Some needed to be made smaller ,despite annealing the balls needed TC tipped tools to reshape them.
did the job by the way.
Hope you have a moment to reply.
Ted
in county
Dorset
UK
The rolls are 6.5" long end to end. the roller portion is 3" long and 1.6" in diameter. These are economy mill rollers and I am not sure how hardened they are. Thanks…Rob
Thanks!!
Any lathe with the following minimum will do.
1.5HP upwards motor
min swing 8 to 12in good 3 or accurate 4 jaw chuck
strong tool post to take modern tc tipped tools
strong head stock min 1in internal h s main shaft. and tailstock to take a no 2/3 morse taper fixed or running steady,
ie support of the rolls other than chuck end.
if the rolls are say no more than 30yrsold , thell be induction hardened to probably 1/4in dept,
so youll cut through this into a softer metal. ok if all your rolling is sterling or gold.
try contacting any local model engineering groups, weve lots her in the UK, retired engineers decide to build a small as in 4in gauge model steam loco. There rarely over used.
you might get lucky with a widow of such an engineer. They will know whats about.
good luck in your hunting,
Ted.
Thanks!
the Taig can handle the size. But at that diameter, cutting Hardened steel (Probably Hardened) would probably be a little much for this machine.
I have cut tool steel on mine, but more on the largesh Chasing tool scale. and that is slow. And was with annealed tool steel.
Same would go on the Unimat/Sherline lathes.
You would probably do better with a Grizzly/HF (Same lathe made by Seig of China)
Mini Lathe Comparison - LittleMachineShop.com http://littlemachineshop.com/info/minilathe_compare.php
One reason I purchased the Taig over the rest, is that it’s bed is more ridged than even the larger lathes of the 7*x configuations above. But I still don’t think you will get enough torque out of it. Also, I don’t currently have the space for a larger lathe.
If you have the space, you might want to look into a larger one even yet. Another problem with all of these smaller lathes is, the spindle bore size. The 7x’s are about .8”
Taigs standard headstock for the lathe is .375 Here, bore size, Bigger is better.
HI Rob,
I’ve refinished several sets of rolling mill rollers. Unfortunately, you need a machine called an OD grinder to do it properly.
It’s the class of job you send out to a proper machine shop. Lathes can do it, but they won’t give a good enough surface finish for a roller for precious metals, especially the teeny lathes. (Nevermind hardened or not, or carbide tooling or not, it’s a function of the nature of the geometry of the cutting action between an abrasive wheel versus a single cutting point of a tool. The lathe tool unavoidably leaves a series of grooves on the surface, while grinders leave a much finer surface.)
OD grinders are basically large lathes (tonnes) with grinding wheels instead of cutters. Not economical to have your own, just for the occasional rolling mill fixup. Much cheaper to send out. The last pair of rollers I sent out went for about $100 or $150 for the pair. Tell the machine shop you’re looking to have your rollers reground for finish, between centers. (***!!!NOT!!!*** ‘Center-less’) down to about 5 micron finish, with the two rolls matched in OD to within .001", parallel and concentric to their journals to within .001". Journal OD’s don’t need to match, and in fact probably don’t even need to be ground, just the main center sections. For the kind of shop that has an OD grinder, this is a stupidly simple, quick little job.
Save your time for making jewelry, not trying to frankenstein a tiny little machine into doing (badly) something it was never intended to do at all. Sometimes, the right tool for the job is a checkbook.
Ted’s right: typically rolling mill rollers are case hardened, rather than being solid tool steel, so there is a hard layer over the soft that can be cut (or ground) through. Depending on what you intend to do with the rollers, this may or may not matter to you, but if you’re going to mess around with the rolls by cutting profiles or patterns into them, it’ll become more important.
If I were going to make patterned rollers, I’d probably turn them up out of fresh blanks, rather than destroying the existing ones. That way I could always swap the old rollers back in and sell the thing as a working mill, rather than a pile of scrap. The work of making fresh ‘blank’ rolls wouldn’t be vastly more than trying to adapt the existing ones, and at least that way I’d know what I was working with.
Actually, I have given some thought to making patterned rollers for my Durston. Mine has the outboard rollers, so those where the ones I was thinking about making blanks for. Much simpler to make small 3/4" wide roller blanks than to make an entire main roll set. (cheaper too.)
Matthew, if you’re reading this, if you made available unhardened “blank” rollers for the outboard stations on your mills, I suspect you’d sell quite a few of them to people like me who want to make their own patterns, or special profile wire.
I know you have such things in stock, you have to, to make the parts you already make. So this would just be a case of selling off existing parts in an unfinished state. More money, less work.
FWIW,
Brian
It’s nice to see a discussion of desktop lathes break out here. I’m a platinum member, I sell both the Sherline and Taig machines, and would be happy to try answering questions about them. While they are certainly capable of making jewelry-scale parts, there’s obviously a size limit to what they can handle, and some tasks, like making rollers for rolling mills, would be beyond what I’d recommend for them. But they would be able to do some operations on the rollers, such as making a groove for a special shape of wire, if that was required. Of course, if the rollers are hardened, it would take carbide or diamond tooling to deal with them.
Andrew Werby
Hi Brian,
your last para,
Mathew’s father sold me several sets of un hardened un finished but with the keway cut rolls for me to machine up the oval section i needed for a project many yrs ago, hardened them in oil, and still have a couple of spare sets in stock.
also your correct as to re furbishing rolls for normal flat rolling of sheet.
One needs to put the right requirements to the grinding shop.
Im struggling right now with turning 3/16ths square guillotined commercially pure titanium into half round lengths some 12ins. Darent try it in my durston 130 outboard rolls. Risk bending them. Reason? I cold forge in a tinmans stake, the one with variable half round grooves in the top. with a 4lb hammer. Hard work. Has to be done cold. Would need to be done in rolls supported both sides.
Could of course up the tooling to either the 15 ton fly press, of the hyd coining press or one of my drop stamps.
Ill ask my pc guru if he can up load a pic of one of these, I made them fully portable as presentation/demo production machines.
Ted.
Hi Ted,
Yeah, that’s exactly what I’d be looking for: unfinished blanks with the keyway already cut, but nothing further.
(I have a keyway cutter, but if I can trade a few small green rectangles for not having to fuss with it, I’ll cheerfully put the time to better use.) (Speaking of “spending money on tooling”. )
I’ve got some 3/16" CP1 Ti that I use for hair sticks. Soft as that is, I don’t think I’d worry about bending the extension shafts of a good mill. Just take small bites. Failing that, doesn’t one of the Durstons have half round grooves on the main rolls?
Alternately, a half round groove in a flypress die would do it pretty quickly. Just stomp, move a bit, stomp again. Rinse. Repeat.
For everbody else, what we’re talking about is one of the things that machine tools make so easy: making whatever custom tooling you need, for whatever oddball project you happen to have at the moment.
FWIW,
Brian