I just this moment finished and posted a major essay on “How to Gypsy/Flush set a round stone”. This essay has 47 photographs and some are being repeated as sometimes I might have a different version on the same theme further down the many pages. I’ve even shown you; how some mistakes can & will happen, not to mention how to avoid them.
I will say that I’ve covered many aspects of this Diamond Setting technique. Enjoy! Enjoy! and above Learn!
"Gypsy/Flush": Diamond Setting process!
T his interesting setting technique is @ 5.50 on my “Difficulty Scale of 10”. (10 is being the most difficult.) The best part of this exercise is looking at the completed & finished ring as it’s now ready to be given to your client!
What setting tools do you need?
1) 156C “Carbide, Under-Cutting” bur at 90-degree angle, avoid the 70-degree angle burs, as they don’t allow for the “Pavillion” facets, for this exercise I will be using a 3.00mm stone.
2) Wax-Dob. This is used for picking up the small 3.00 mm stone. The hand-made, wax-dob is Bee’s wax mixed with charcoal. Then put it on to a bur, such as a 156C bur as this can be used for gripping the ‘wax-composition’. The charcoal acts as a ‘quick release’ method!

3) Riveting hammer with a clean ‘hitting’ face. I am not ‘burnishing over’ any metal as then I wouldn’t be able to “Bright-Cut” the inside of the metal circle.
BTW, this hammer face needs to be 100% cleaned. All of those marks will be then transferred to the metal… not nice to see and so difficult to remove. YUK!

I’m here using a rough Emery paper #400 grit as I need to remove all of those little indentations that could give my ring a rough texture during the hammering.

In this photograph, I’m using a polishing paper of either #800 or #1,000 grit paper. This second paper almost gives a sheen to the metal, it’s now ready to be used!

This is exactly what I’ve been trying to accomplish, a nice & smooth hammer-face!

4) My favourite Pumice wheels are at #180 grit! Secondly, the Pumice wheel at #1,000 grit, both of these are Flat-edged.


5) The Onglette #2 that cuts only on the “Right-Side” . Don’t use any Flat gravers as there are not straight cuttings that are to be made. Only a circle around the inside of the bezel holding the stone…(as shown)!!!


Prior to any setting is to ‘counter-sink’ the opening from underneath! This makes the opening uniform and it enables the dirt & skin particles from collecting. It sounds ‘gross’ but this is what really happens!
I usually speed the round bur to gently smooth out the hole. If you wish to polish underneath your ring now, this is the best time to do it!

For this demonstration, I will be using a 3.00 mm CZ. If I used a larger stone, there would be a danger of the “Culet facet” in protruding from the underneath of the ring! When I’m hammering on a steel mandrel with no groove/slot, the chances of breaking the “Culet facet” are extremely good.
*Remember, the larger the stone, the thicker the ring has to be…this is your decision! No ‘Culet’ must EVER touch the finger!!!

How deep do we make the “bearing cut”? I’ll show in this photograph to guide you further. The very end of where the teeth are situated is just where your stone should be sitting. Therefore, the correct depth is always determined at this critical point.

Oh-Oh! The bur is not situated lower enough to help you gauge the depth of the bearing-cut. Redrill the bearing much lower, why so? Try and recore the bearing more into the wall, and totally avoid this first cutting. If not, the stone will be sitting too darned high and problems will surely arise.

I would have you to look at your bur for the 3.0 mm stone , first of all, the bur should not exceed 75% of the diameter of the stone. Let’s suppose just for this demonstration the bur size is #022, it’s actually 2.20 mm’s in diameter.
The edge of the teeth on the bur is just where the bearing-cut will be. With this approach, you’ll never go wrong, no more using your dividers, no more making ‘depth-mistakes’.
Do you see where the teeth of the bur end are? This is just near the shaft of the bur? Now imagine that the top of the teeth is the “Table” that is how low the stone will be, interesting formula?
***"GET THAT BUR DEEPER INTO THE HOLE, much, much lower!"***
(These were exact words my teacher, setter & close friend to me said to me when we first started to learn these settings…Stan Levine, R.I.P. )

Prior, or even during some of the setting steps, I’d just lightly buff the top of the ring setting area, why so? I don’t want any strong bench-lights reflecting in my eyes. I will use a ‘rough-textured wheel’ similar to what I’m using.
I stopped the rotating action to show you how it looks!

Why did I ask you to select a smaller bur? The answer is to navigate around the opening without touching another part of the hole. The bearings must at the same depth at all areas around the holed if your bearing is tilted and not being carved at the same depth, then will your stone sit crooked and be very difficult to hammer,.:>(

How deep into the wall do you cut? Another easy answer, drill just enough so the teeth of your bur doesn’t get too deep into the metal.
What I do is to cut three (3) times around the hole , cut one third, turn your ring slightly and cut, stop again, turn the ring once more and cut for the third time. Each time use your 10x power loupe, examine for your depth IN and AROUND the hole.

Here is the bearing ready to accept the stone. Please make that there is no metal-carving residue left inside the bearing cut. Therefore the stone will not be where you want it to be and the stone will be resting against the metal shards.
When you put the ring into your sonic cleaner this remaining residue gets removed and the stone is loose…OUCH!
The bearings must start and finish at the same level/depth as you turn the ring. After all, it just rests where you cut!
To push your stone in with a Copper or Brass pusher to just level it into the ring. If you hear a little ‘snap’ sound, your stone has now found its permanent ‘home’. Don’t use a metal-pusher or you could break your stone. Please make sure that your ‘table’ of your stone is much lower with the metal. The answer is given in the next four paragraphs!!
Now that this stone is now ‘resting in its new home’. We may now start to hammer the metal toward the edges all around the stone. You must hammer-hit the metal to move the metal towards to facets of the stone, never hitting it on top of the Table’. Start at the hours of the clock 12:00 to 6:00 then 9:00 to finally 3:00. Examine to see if all of the metal has joined to the facets, then continue all around the ‘clock’.

Just how do I know if and where the hammer ‘hits’ is making contact. I use a black marker and liberally black paint the area where you think the hammer will touch. In fact, I go to the whole route & just paint all over.
Every time the hammer hits the metal, a little amount of the black paint is removed. Now you know EXACTLY where your hammer was hitting, isn’t that just a nice little exercise?..:>) BTW, I still do this method today.

If you hit ‘down’ in a vertical position, the chances are just fantastic in breaking the ‘Table’ of this stone. This is only if your stone is set higher than the surrounding metal!

What now? We must now ‘Bright-Cut’ all around the inner bezel circle. You can (if you’re right-handed ) cut towards the left. Turn the ring to the “Rotate to the Right, cut to the left & rotate to the right, turn the ring to the right, cut to the left, until you’re finished”.

This is a great photograph of the Bright-Cutting curl of metal . As you can see there will no ‘faceting’ in the metal. This is what you are aiming for, this does take many weeks of practicing, if not months. This one step is so great to view and appreciate!
This is a close-up of the Onglette graver "Right-sided cutting
blade #2". Beside is an Onglette #0 can you see the difference in width? The #2 graver can be modified at any time & when needed.
Keeping the Onglette graver always in a vertical position, therefore, letting the ‘barrel-shape’ angle of the graver give you the correct inside angle. Don’t lean your graver. This is a ‘normal tendency’ to hold the graver in that position! Please avoid it and practice in changing your perception of holding any graver like that!
After some practice , you will not see any of that ‘faceting’ on the inside of the newly Bright-Cut surface!
BTW, Don’t let the graver point touch your stone, as THIS WILL GIVE YOU THE ‘FACETING’ effect! (this takes some practice!!!)
Use your Emery “Medium” grit ‘Snap-On’ disk and smooth the surface where the hammer was hitting. I use this only at almost a 45-degree angle as I don’t want to ruin the “Table-Facet”. I aim the emery wheel away from the edge of the circle.

I then use my“Flat-Faced, Pumice #180 grit wheel”. Now carefully remove all of the hammering marks that have just taken place. For this setting project, keep your pumice wheel clean & with a sharp edge.

Avoid the ‘pumice cleaning’ too much of the metal as you will then have a fantastic looking ring.
Keep setting & practicing, until this project ‘feels easier’ with you, as it will in a very short time! It’s easier to set with the larger stones as you can adjust your hands & tools, then start with a progressively smaller stone. I have little problems with setting a 1.50 mm stone.
I’m holding the bur at a slight angle, as to enable me to see just where the bur teeth are cutting. I’ll be touching the metal wall at 3-4 sections as the bur is cutting a bearing for the stone!*
This 156C (Carbide) bur is too large and each time you cut, you could be hitting other sides of the hole, “bad choice of bur selecting”! BTW, I did this on purpose as you should be made aware of future problems that could & might arise.
I repeated many photographs on purpose. The coring with this bur is 100% accurate!!! You can see just where the Pavillion-facet is now ready for the stone.*

*Already I’m seeing a darned great opportunity in setting this stone . Nice carving with the 156C bur and deep enough in having a nice ring to be given to your client.
This lower photograph shows how NOT TO CARVE OUT A SEAT, ‘totally unacceptable’! The seat for the stone is too darned high, the stone might not even be able to be set…:>(*
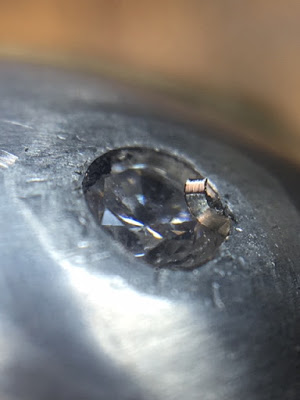
The table is well below the metal and ready to be continued further in the stone setting exercise!..:>)

This stone is still a tad too darned high , I’d be very careful in continuing to set and hammer this stone. I must see more of the inside metal, right now, I won’t be able to Bright-cut anywhere.

Can you now see the difference in how a stone should & must be lowered into the ring?

Keep your ring on a mandrel, why is this so very important? When you are hammering in your ring clamp, your leather binding absorbs all of the hitting energy. OUCH! Nothing gets accomplished, you are just wasting your time in hitting and more hitting with no decent results.
**Get your steel mandrel and place your ring on it. Start again with your hammering and the energy from the hammer is now transferred directly to the ring. Interesting answer? I use my mandrel at every opportunity!

Is this hammer face nice and clean and ready to be used? You bet it is! Please now observe that there are no little dents or crevices in the metal. Then none of these defects will be remaining on your ring.
Again you can see why I’ve been explaining why the stone should be set lower. If not, you won’t be able to get a nice Bright-Cut as shown here.
This graver was not polished properly, give a closer look and there is a fine line appearing half-way around the Bright-Cutting. This means the cutting side of the graver was not ‘paper-polished’ sufficiently. In my previous essay on “Paper-Polishing” shows just how to improve the Onglette #2 blade.
The amount of metal remaining is ‘border-line acceptable’, why? There is only a fine amount of metal to being able to Bright-Cut. I’d have a difficult time making this ring look any better. Honestly, I’d be reluctant in finishing this ring for the client. But I’d do my very best in the overall finishing!..:>(

Get all of those ‘hammer hitting marks’ removed. I use my Pumice wheel #180 grit.
In the next few photographs, I’m showing you (again) why the Pumice wheels are now so-o darned important!
Don’t spend too much time on your cloth-polishing processes, as that method will wear away much of your metal & almost destroy your Bright-cutting!


**For a light detailing Rouging, I’d do this at my bench…(as shown here).

I’ve been repeating many photographs, I thought about deleting some of them, but at the last moment decided against it. These techniques need repeating as I might have a different version on how to do some of these setting ideas.