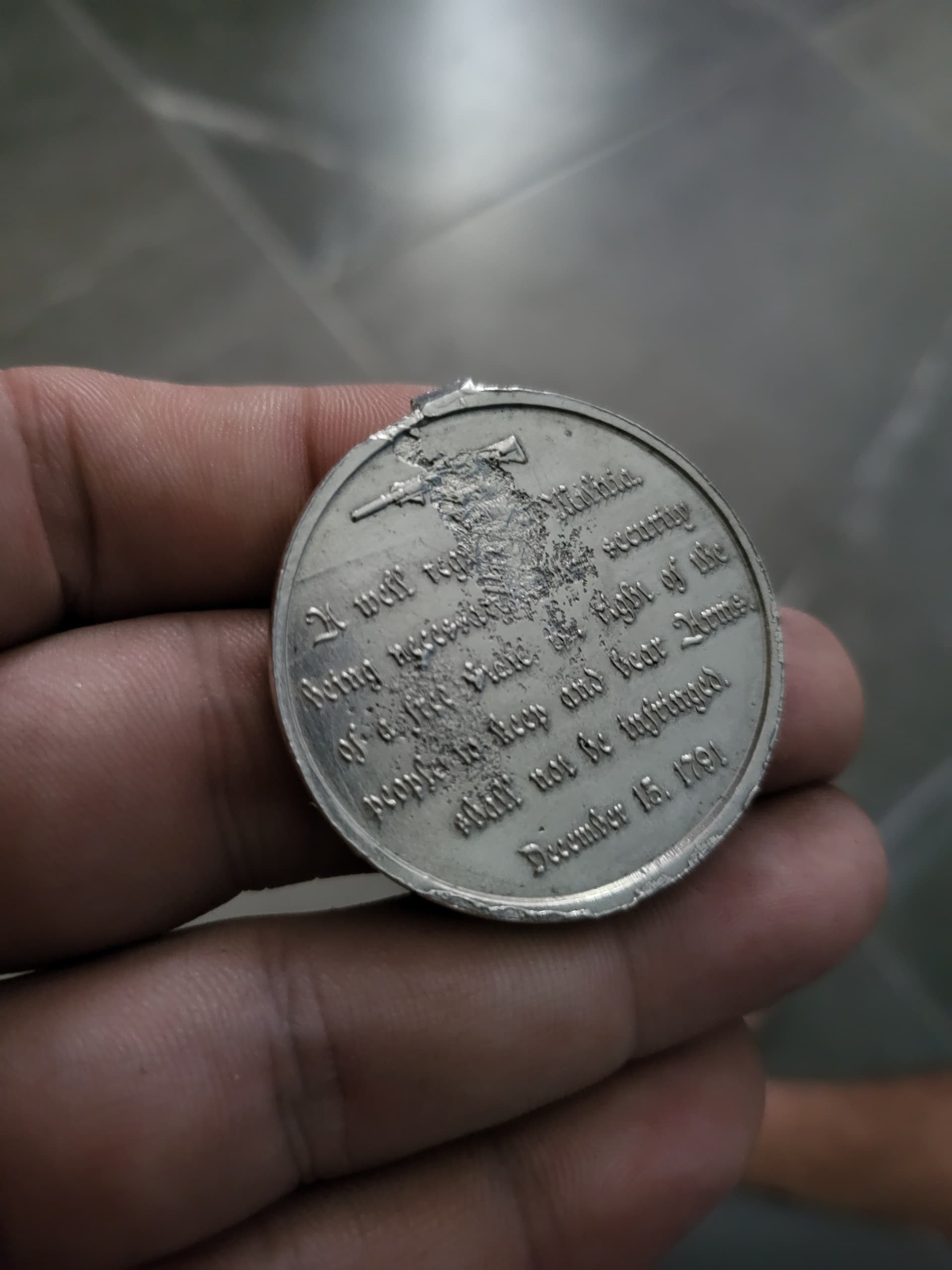
I’ve been trying to cast a couple 39mm silver rounds and I’m consistently getting this defect as seen in the attached photo. It has been common among all four attempts and is usually present on only one side of the round.
Some notes about my setup and methodology.
Model is properly printed, cleaned and cured Siraya tech castable resin
Nine hour burnout 300->700->1350->950 as per ULTRAVEST instructions
Metal is 999 fine silver
Metal melted with oxypropane using a reducing flame
Vacuum casting table
How long do you typically leave the flask under vacuum while the metal is cooling? I’ve been holding for about 20 seconds based on a suggestions read elsewhere. Should the vacuum run until the button starts solidifying?
Thanks for any tips. I’m very new and have only had a vacuum table for a couple weeks at this point.
They have been sprued up like so. The other side of the round is near flawless. There is maybe one or two barely noticeable inclusion which would be hidden with tumbling.
Edit: Some things I may try in my next attempt include adding another hour to the investment drying time (total 3 hours) before burnout and then switching to a twelve hour burnout schedule.
Are both behaving the same?
To me the channels seem quite narrow with sharp edges at the entry point.
Can it be investment tearing off due to turbulence, or improper burnout of resin.
What does the resin say about burnout?
Yes, all four that I have tried have had similar results where one side has very bad defects while the other side looks good.
I can’t increase the size of the sprue branches but I could try to have two sprues connected per round. I did spend the time to round off the the connection points to avoid sharp angles.
The resin manufacturer basically says “follow the investment manufacturer burnout schedule”. For the next run, I am going to switch to their twelve hour schedule. From what I have read, it seems like most resins need at least twelve hours.
First thing I’d try is making much heavier sprues.
There’s a nice little discussion here.
That said, you can likely move enough of these that you would recover the cost of die-making to strike them. Much cleaner than casting and far less clean-up.
A sprue I’m using is nearly the exact diameter of the rim so I can’t make it larger. I could try adding another sprue to the rim or a flat area on the front or back of the round.
At some point in the future I’ll play around with die making and pressing rounds. I’ve been itching to try that out for a while. In this case, I only need two of these made for gifts.
@wldlzrd1@Elliot_Nesterman Thanks for the advice. Seems like the consensus is to widen up the sprues. I’m going to weld two or three of the sprue wires together and try that for my next attempt.
Way under sprued. A close look at the surface indicates shrinkage porosity to me. I would probably try two additional sprues 10 & 2 o’clock on the coin. Using a larger sprue flared to the thickness of the coin increases the velocity of the metal and adds turbulence. I would shorten the sprue as well. I believe that the sprue is “freezing”, not allowing the coin to “draw” from the tree.
Yes exactly what I would do. use a larger diameter sprue wire but flatten the end to the same dimension as the coin. it would look like a solid Y shape this way you would have more metal entering the piece itself sometimes a sprue that is too small will pull cooling metal away from the main piece. or use3 sprues od the original size wax wire
This last cast, I’ve significantly increased my sprue size and switched to a 12 hour burnout schedule. The results were a lot better although I had more flashing/finning around the edges.
A couple questions… how long do you typically leave the flask inside the vacuum machine after pouring and approximately what PSI is being maintained?
Oh, one more. When working with 999+ fine metals such as silver, do you need to mix in fresh shot with previously cast scraps? Based on what I have read here it seems this is a requirement to deox alloys like sterling but I’m not sure about fine metals.
In addition to a better understanding of how to effectively burn out resin models and minimize ash, he points out that large flat models like these coin type pendants should be oriented flat ( or flatter) as the resin mode is an excellent insulator and the investment on the interior side of a flask that has the mode oriented vertically is much cooler than the opposite side. This leads to one side of the mode beginning to burn out while the other is not hot enough and creates more ash. Ash is not our friend and Ruins many resin castings. I may not have explained this as welll as Marvets article, so take a look. The suggested burnout schedule he used has been a big help in my casting.