Based on grains specifications & casting assumptions I have collected online and on the forum, I have made a chart over temps I wanna try out to begin casting with… Would like to know if anyone has any comment on these… I am still fairly new and wanna see my castings less & less porosity each time…
I am vacuum casting myself, so feel i have upped the temps a notch to match the temp loss… Everything is in celcius for my own convenience
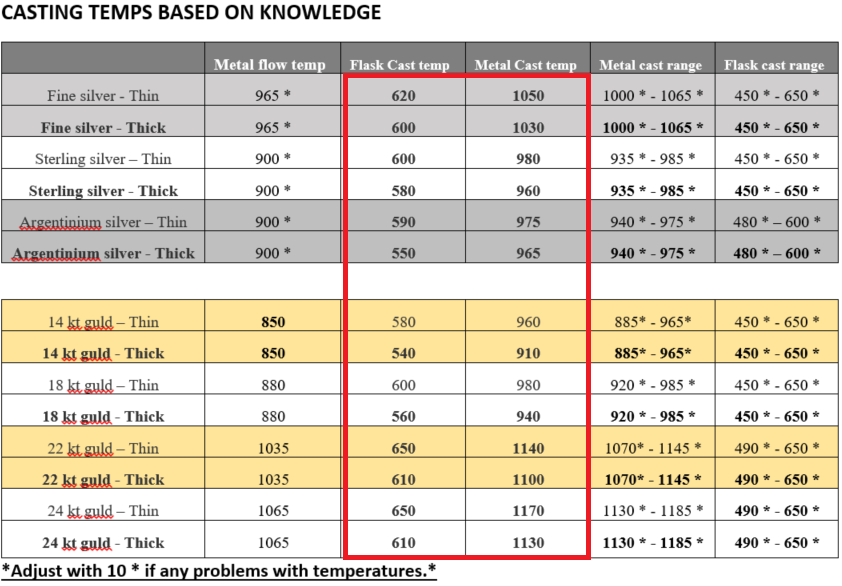
I have based these temps on following assumptions:
YOU SHOULD CAST AT 40 ° ABOVE THE FLOW POINT
VACUUM FLASKS SHOULD BE 25 °F TO 40 °F HOTTER THAN CENTRIFUGAL
THE MOLD SHOULD BE 430 ° TO 540 ° BELOW THE MELTING POINT OF THE METAL AT THE TIME OF CASTING.
LARGE PLAIN PIECES REQUIRE A LOWER FLASK TEMPERATURE OF 425 ° TO 510
FINE DETAIL OR FILIGREE REQUIRE HIGHER FLASK TEMPERATURES OF 480 °F TO 620 °F.
THE FLASK WILL COOL APPROXIMATELY 40 ° PER MINUTE AFTER REMOVAL FROM THE OVEN.
ALWAYS USE AT LEAST 50% TO 75% NEW ALLOY.
How do you think my starting point looks ? I seperated into Fine/Thin detailed pieces & thick pieces.
I am vacuum casting myself, and mainly interested in 14 karat & sterling silver castings
Of course sucess of my casting depends on more variables such as investment, sprueing, size, burnout etc, and I will keep a log on how sucessfull my future castings will be.
Everyone would like to have a definitive chart on how to cast perfect pieces. There are way too many variables to make your chart the final answer. Actual piece sizes, sprueing,
solid flask? Perforated flask? How are you melting? What gas? Being technically aware is a good starting point. Basically it’s going to be trial by fire!
If I were where you are, fairly new to vacuum casting. (Which I am an advocate of) finances permitting I would do the following:
If I had solid flasks I would use waxweb or straws so the vacuum can pull from the sides as well.
I would plumb a foot actuated vacuum valve and a vacuum “reservoir”.
About melting. A programmable Electromelt
makes it almost like pouring a cup of coffee.
If you have to torch melt, don’t take the torch off of the metal from the time you start the melt all the way through the pour.
A rule of thumb - sprue should attach to the thickest part of the piece and should be about 1 1/2 X the thickness. If you’re making a tree,
Heavier pieces closer to the button - leave about 1/2” from button. Lightest pieces at the top of the tree. You want the metal to cool from top to bottom, outside in with button being the last to cool.
I hope this helps. There are many here on Ganoksin that I’m sure are more technically astute than I am that can make suggestions if I missed boat on any of this.