I’m a new member.
Since a while I have really problems casting envision EC500 resins.
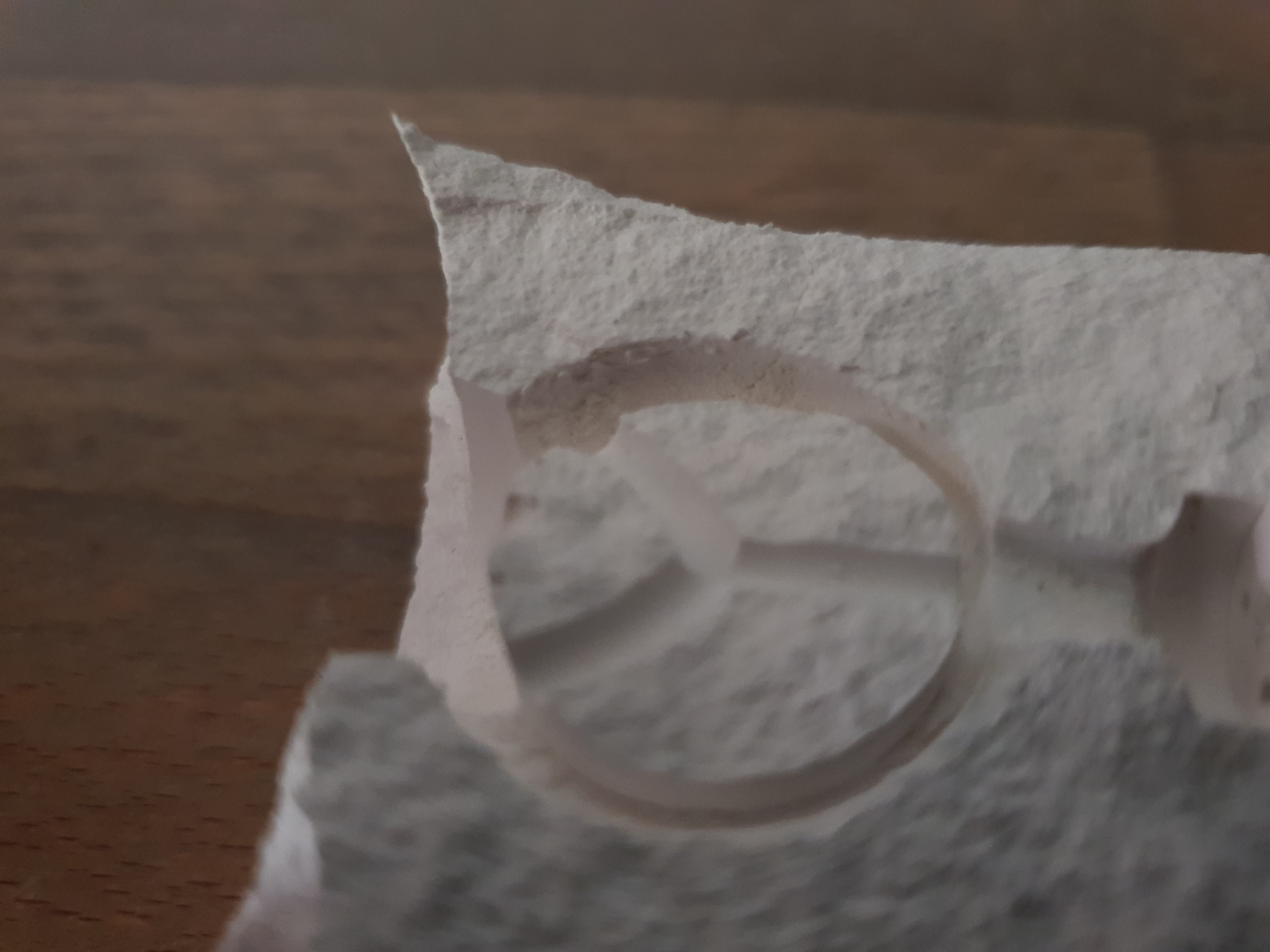
I don’t know where the problem is, the surface of the jewelry is like eaten, see the pictures.
I have used new resin, new investment (Plasticast), but it doesn’t solve the problem.
Do you keep a record of your burnout times and stages?
Consistency is the key. When yo finally find a system that works you need a record so that you can follow it.
In saying this, the first thing that comes to my mind is improper burnout. Although they say resins cast the same as wax the reality is that they do not.
Check the max temp of your investment. it is usually around 750 C. Burn out as close to that temperature as you can without going over and increase your burnout time significantly. With waxes you can steam out wax before investment enters the kiln. You can not do this with polymers and resins. you will most likely need to slow down the ramp up times a bit as well and let your kiln sit at the cool down phase a bit longer but i believe the key will be holding that top temp longer.
This is just my opinion based on many years of casting experience. Problems for me have usually had simple solutions and the most common have been temperature times and material volume. I am sure you will get many answers to this question. All will be valid. When making changes use the easiest solutions first.
I use the following burnout cyclus:
I settle down the investment (plasticast) for 1 hr at room temp flask dimensions (4,5 cm diameter, height 10 cm).
Then it goes in the kiln at 150°C (preheated) for 2 hrs.
Then I ramp up at 100°C/hr to 370°C, It stays for 3 hrs at 370°C.
Then I ramp up at 100°C/hr to 720°C, it stays there for 4 hrs.
Then I cool down to 620°C at 110°C/hr where it stays for 3 hrs.
It is just like the skin flakes off (see pictures)
Casting to hot will sometimes cause your flasks to fit like this. The other thing i would do is check the accuracy of your thermal couple. It is possible that your kiln is firing way hotter than you think. Most gypsum based investment starts to break down after 750C and becomes very porous and delicate.
That breakdown also releases sulfur, as I recall.
When I used to cast a little, I cane to the conclusion that cooking was really important. Aside from investment breakdown, choosing the proper flask temp. (considering what’s inside) is crucial to a dense pit free casting. The larger the cast object the easier the cavity is to fill and the longer solidification takes. And the more coarse the grain structure and brittle and maybe pitted the casting is.
indeed, this looks like an incomplete burnout. However, an interaction of the - not fully cured - resin with the investment in the liquid stage exhibits the same appearance. You might want to post cure your patterns with a suitable light source before investing.
Your burn-out profile seems to be appropriate. The typical porosity of a too hot mold is missing, so it’s rather unlikely that you are casting into a too hot mold (calibrated thermocouple assumed).
Thanks for the responses.
I don’t think that the kiln is the problem, he is quite new…
And about the incomplete burnout, I vacuum the flasks for eventually leftover ashes…
I rather think in the strenght of the investment, it is just like it breaks.
Perhaps the resin absorbs the water out of the investment, should that be a cause?
What is the best burnout cyclus to have a very strong investment, so the walls don’t flake off.
You only let your flask set up for one hour before burn out time? That’s the first mistake in my opinion for resins. Many resin casters like to set up the flask for 2 hours minimum. You need the strongest investment you can get for resin expansion when it burns out… read on my friend…
I’ve learned how to cast jewelry from castable resins over the last few years, and boy… is it a finicky son of a %$@! but I think I have it down now.
First… you are using a good investment. Plasticast and other super high quality investments that are strong enough to survive burning out resin are ABSOLUTELY NECESSARY. You can use Plasticast but the guy who taught me how to make jewelry from resins taught me that R&R ultra vest maxx WHITE (for white gold) is actually even better and stronger than Plasticast.
The main reason resin is a pain to cast is because resin expands a little bit more right before it burns out so the investment has to be strong enough to not break up and show porosity. My guess, is that since you are using a good investment, you are either adding too much water making it weaker, or you are not doing a good, long burn out.
Do yourself a favor and start buying the Ultra Vest maxx white. This investment is so strong and can take a lot of abuse that resin expansion AND a long and hot burn out time can throw at i.
So by Ultra Vest Maxx White, then do a longer or hotter burn out time. Make sure you mix the investment perfectly. When in doubt, use a little less water.
Oh, and for resins, you should let your flask set up longer than when we do wax. 2 hours minimum. Also, you want to hold your early temperatures longer… Again, it’s the Resin expanding when it gets hot that beats the shi%$# out of your investment. So if you burn your flask out nice and slow, your Ultra Vest Max White investment will be nice and hard as nails when it starts to expand.
One last question. Are your resins being cured with ultra violet light before you get them? If castable resins are not cured properly, they never burn out or cast nice.
it looks to me a lot like investment erosion. The resin is not melting out of the cavity completely before the oven ramps up. I think that whatever is left starts boiling before it burns out.