Hi all,
We cast in-house using a Neutec Jz-P Autocast. Recently, we’ve been trying to cast a thick cuff in silver but are met with the investment cracking/blowing out every time the metal hits the flask. We’re thinking we need to make adjustments in our casting and/or flask temperature for this particular cuff. We do not have any problems with other casts at these temperatures, except for the occasional flashing (also on trees with cuffs on them).
- 4" x 8" perforated flask
- Silver casting temp: 1015*C
- Flask Temp: 1220*F
- Cuff dimensions: 2" x 2.7" (gives us a 0.65" flask clearance around the sides) and 3.4" tall
- Total tree weight in silver would have been 320 dwt (there were other items on that tree besides the cuff).
We think we need to adjust flask temp, metal temp, or both. Any advice would be helpful.
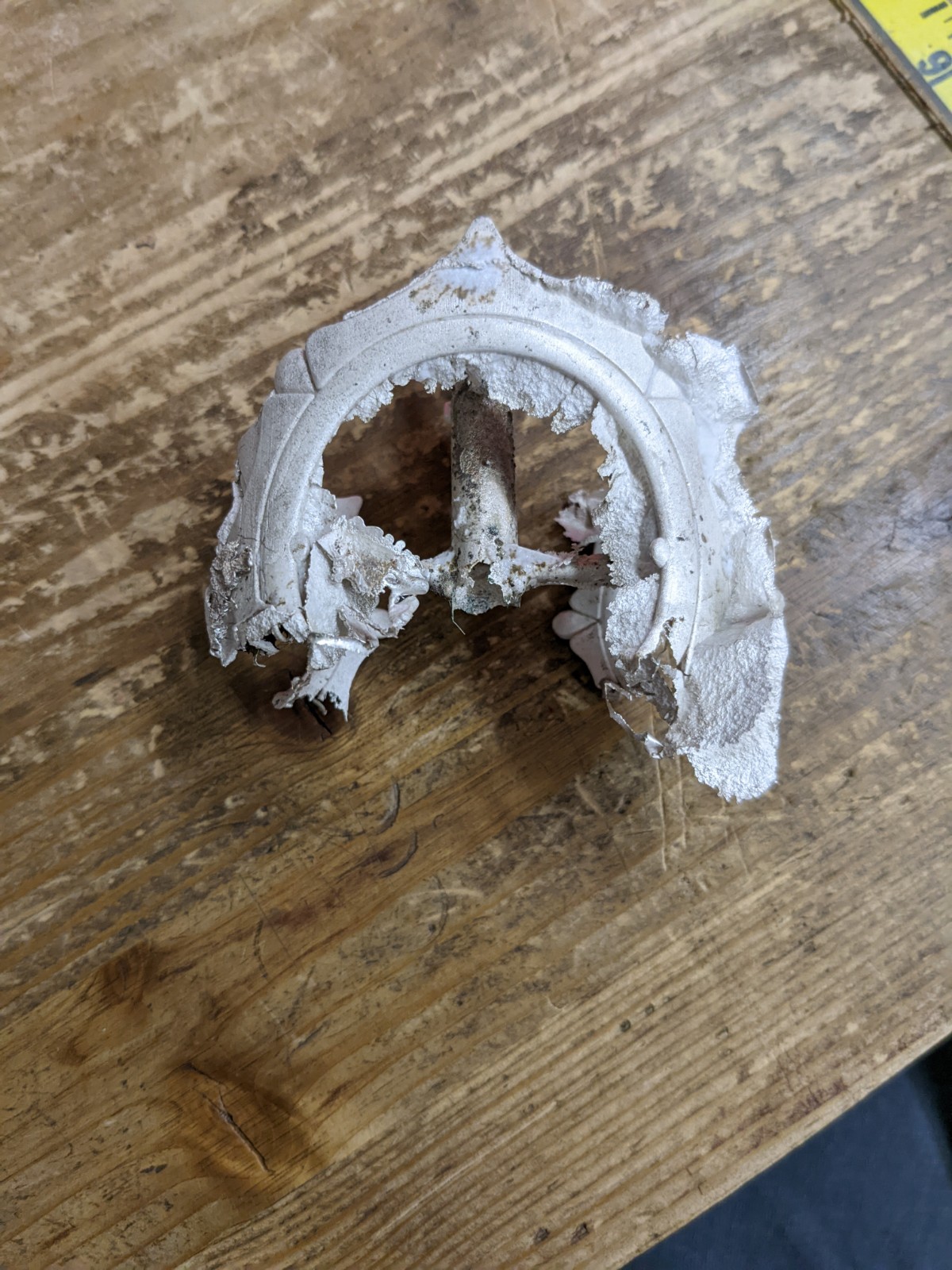
See photos for what happened, but it essentially split in the center of the tree. The cuff was sprued at multiple points.
It’s hard to tell by looking at pictures.
Try lowering the metal temp to 1830 F and the flask temp to 900 F. I’ve got the Neutec J2-R and that’s what I use for most silver castings.
Again, it’s hard to tell just by pictures, but I think something is messed up with either your investment or your burn out.
I forget the ramp settings, but a good general burn out sequence that I use for most everything is 1-2 hours at 300 f, 1-2 hours at 700 f, 1-2 hours at 1250 f, cool down to 900 f, hold for 1 hour. (variable times because more wax is more time and less wax is less time)
Are you using carving wax? If you ramp up the burn out temperature too fast, the carving wax can expand before it can melt out. (most hot things expand) That’s a common way that flashing happens with castings. Part of why you start a burn out with a low temp (300 F) is for the low temp sprue to melt out first, which gives a space for the other waxes to melt out without expanding into the investment causing flashing.
It’s also possible that your investment is too thin. Or maybe it’s gone bad. It happens.
Hope that helps! You’re right though. That’s an impressive mess! It’s gotta be frustrating!
Jeff
2 Likes
Is the cuff at the end of the (neutec?) sprue tree? How far is it from the open end of the flask? I’ve always been of the school that heavier pieces should be closer to the button and really should be the last to fill with the molten metal. Putting it towards the end of the sprue concentrates a lot of mass and heat if there isn’t enough investment to retain it (aka causing a blowout).
What is it supposed to look like after you are done? Maybe you should just forge or fabricate it…Rob
Problem Solved: it was our investment to water ratio. We reduced the % of water and thickened the slurry quite a bit. Casted perfectly with no flashing or fissures.
4 Likes