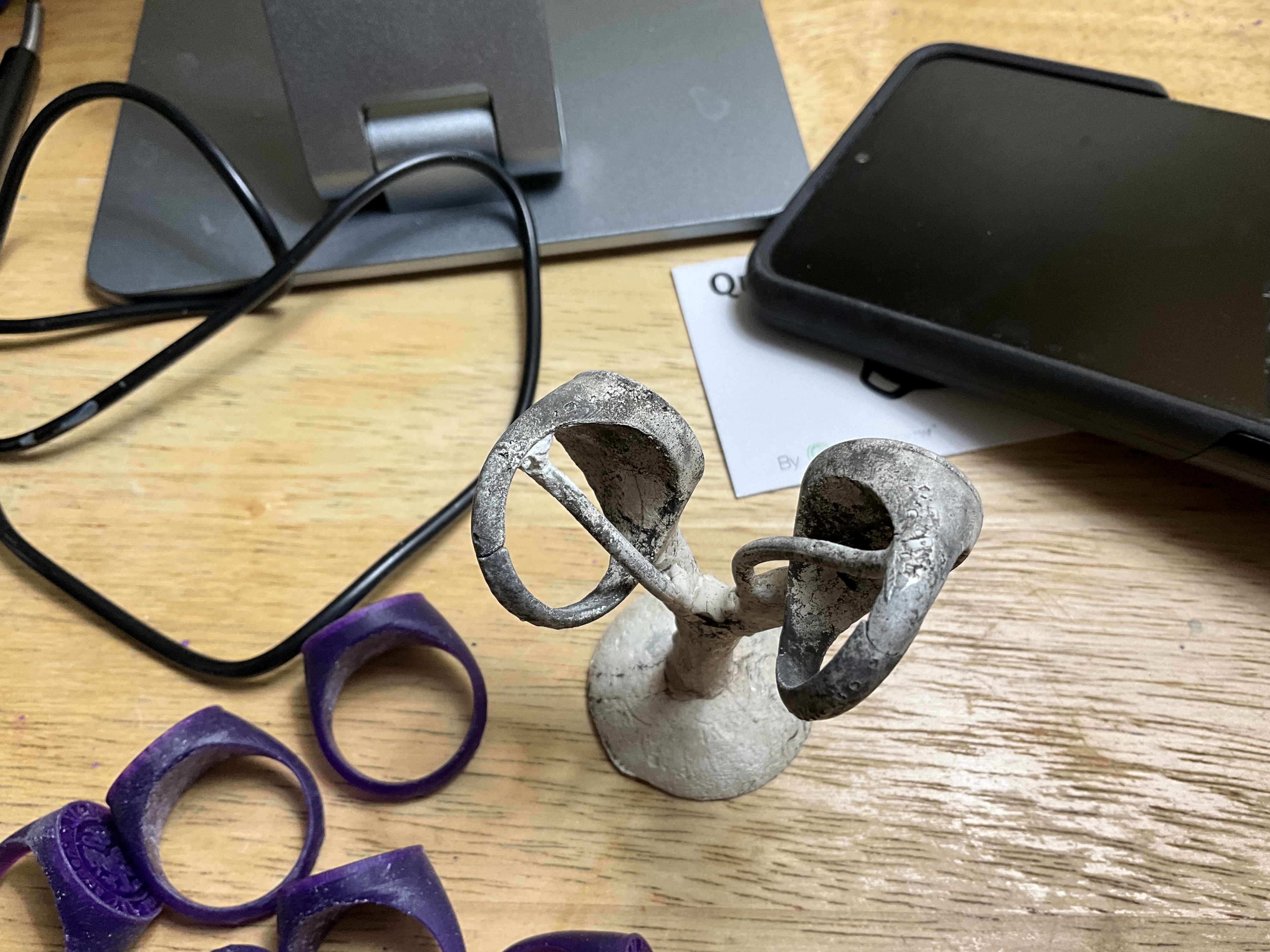
3D prints to casting signet ring with fine, raised design details.
Equipment & Mat’ls:
3D Anycubic Photon D2, DLP printer, new.
Anycubic cure & wash unit, new
sIrayaTech castable resin purple, fresh
99% prop alcohol, for cleaning printed patterns
Alloying the 925, silver grain and pure copper, 1,800F in graphite flask, stirred w graphite rod
3 inch perforated investment flask. R&R Ultra-vest Banddust investment powder, water with 3 tblspns boric acid per gallon, 100:40, powder:water, vacuumed prior & after pouring into the flask, VIC 12 machine, new.
Paragon SC3 kiln, used. Just replace the thermocouple, and attempted 1 casting after replacing it.
The casting vacuum is only getting to 10 (bars, or whatever the gauge measures) when casting, goes to the full 30 when vacuuming air from the investment slurry, so maybe I am not getting good enough seal and that’s not pulling gas out. My flask temp is 1050F, and I have been using an air hose to blow out the mold in case there is ash remaining. I let the vacuum run 1 minute before pouring.
I haven’t done any castings with resin. It I know it requires more care than wax and wax can be tricky.
I would suggest doing a casting with a simple wax model to eliminate all other variables. If the wax casts well then you know it is down to the resin. Then it’s a process of figuring out your burnout/cure/whatever.
Also, there was a lengthy thread recently about casting resin. Search that up as you might get some insights.
Here’s the most recent thread on this topic. It’s a long one, with lots of suggestions.
You said your final burnout temp, but can you tell us your entire burnout schedule?
Have you ever got a successful cast with this resin and your boric acid/investment mixture?
If you haven’t I’d recommend switching from Ultra Vest/boric acid to Plasticast as that investment is designed for 3/D printed castable waxes.
Gesswein recently started carrying another investment for 3/D printed castable waxes. They sent me a sample to try out, but I haven’t had a chance yet. That’s another possibility.
See if there’s anything in the last thread that helps. Best of luck!!
Hi Chris, I can only give you my take on this issue. To me the problem your having looks like an issue with the printed material its self. I have had the same problem since I started using a 3D printer in 2016 instead of milling or hand carving a wax model. It sounds like your doing everything right but still experiencing a bad casting. Its frustrating to say the least because the investing and casting process we have been using forever all of a sudden is no longer giving us a decent casting to work with. our suppliers would have us believe that the printed plastic/wax will give us a good casting if we just use the formulas investment time in the oven etc etc. Sometimes we do get lucky and get a fair casting which gets our hopes up but isn’t reproducible .So there’s my rant. I just purchased a wax jet printer, I haven’t set it up yet but I believe this will solve the problems with the intricate models like you are showing . The expense of a guy repairing each and every casting that lands on their bench has got to be greater over some period of time than bitting the bullet on a wax jet printer. Im done with trying every new print material that comes on the market that says this works . I’m attaching 2 pictures of a model similar to what you are showing.One ring is printed on a SLA printer and the other is a wax jet printer. same everything else cad file ,oven, investment, burnout time , casting machine etc etc
Hi Chris,
I would sprue from the bottom and make sure your prints are fully cleaned and cured.
I would also pour into the flask as soon as you turn on your pump and hold for at least 90 seconds to give it time to solidify.
We don’t blow out our flasks as the purple leaves no ash and is a clean burnout.
Also try using 1/2 boric acid solution you have mixed with 1/2 filtered tap water or distilled.
We cast with the purple daily hundreds of pieces so you just need to fine tune.
Hope this helps,
Randy
Thanks Randy. My purple came with no stamped date, and Siraya Tech states that it should be used before 1 yr from date of production. I just purchased the Siraya Tech Blue, and the bottle was date stamped this time, ~ 5 mos old. Here are my thoughts on the blue: the prints seemed a lot softer than the purple, and had more of a waxy feel. I cleaned 3 times w ipa 99%, using a soft bristle brush in the delicate recesses of the signet face’s design, blowing dry each time with heat gun on low heat. I cured in Anycubic wash and cure unit 60 minutes. Noticed a filmy shine on the surface, sprayed with ipa again, dried, cured 6 more minutes. I lowered my ss casting temp from 18k F to 1710, used all new deox silver grain for the first time. I did blow out the investment at ~ 40psi air pressure prior to casting just in case there was any ash. The details came out nearly ideal. The back part of the ring did not cast, because I had inadequate feeder flue diameter at that location, but I do have spare failed castings that I can saw and attempt to soldier to mend it. Pictured is the casting after pickling.
Congratulations Chris, from here the casting looks beautiful. I hope you get consistent results with the formula/ process you’re using. Thank you for sharing this.
Hi Chris,
congratulations! may i ask a question? is the background designed to be textured? or are those grow lines? (looks nice either way, just curious)
Hi Julie. The lined background was designed into the 3D model, to help contrast the raised design elements from the background. That those minor details came out as they did is encouraging.
Hi Chris.
Wow, this is a bit of a disaster? From your experience with your castings that turn out well are you having sprues that look like these in the photos… Where the shank has not flowed all round suggests that the metal or flask is not hot enough. And or the sprue is too thick and along with the sprue base are sucking back to the the silver button as the silver is shrinking as it cools… Another possibility is to order in new casting alloy from your supplier as these can contain silicones and other magic.
Looking at your purplpe wax it isn’t really a first class wax to start with. I was advised to use my purple wax within three days as it absorbed water but my supplier was a different brand name. I sent “my” purple wax out to have cast and well it wasn’t as bad as your example but not a good result either!
Hi Maggie, I don’t know a lot about how the wax jet printers function, my understanding is that the print head lays down a layer of wax and a cutter runs across this layer of wax and cuts it to the desired thickness or hight, at the same time the layer of wax is extruded a support wax is extruded at the same hight , this support wax is a different material than the wax and is desovlved from the desired wax after printing in the post processing. I have not used a printer like this but I have had several pieces printed for me. So that is the extent of my experience. The resulting castings have been excellent, nice enough for me to purchase the printer, haven’t received it yet and Im sure there’s a learning curve but when I get it set up and working I’ll be able to post something about it, thanks