I am using #76 steel twist drills and have broken a few. Is there a stronger type twist drill in that size that is not as fragile?
Use a lighter touch, higher speed, and enough lube. Drills this size are fragile, especially if you are hand holding the work and the drill/handpiece. High speed steel will usually perform better than carbon steel as well, especially on the harder or tougher metals. Avoid carbide.
1 Like
Morning Peter,
Type 76?
Is that size? or material?
There is a way to avoid Bonnie’s problems in addition to your most helpful suggestions, but I need to know what is the drill size in mm or imp and the material she is drilling and to what depth.
Can you get that ?
Ted.
Hi Peter,
I use a great many very small drills in Sterling and Gold fabrication. # 76 (0.02 I believe)is pretty small for me. I use a micro drill press when ever I am able and I understand the high speed and plenty of lube suggestion. But I wonder why to avoid carbide? I have never used it before in a drill bit that small.
Are they made the same way as larger carbide bits? The carbide cutting surface is the critical dimension and the supporting drill rod is slightly smaller and presumably weaker? Or am I off base on this?
Don Meixner
Hi Bonnie,
Peter’s correct, high speed and lube. Technique is also very important with such tiny drill bits. If you’re using a drill press, try what machinists call “pecking” the piece. It’s just what it sounds like, multiple light touches of the drill bit to the material.
Another useful tool is a sensitive drill feed. Here’s one example: Royal Sensitive Drill Feed – Royal Products
Good luck,
Alec
1 Like
Thanks Kay. .5 mm? why does someone need a hole that small? difficult to see!.
Don, TC is only needed in these small sizes 1mm and smaller, when drilling glass fibre reinforced resin printed circuit boards, for obvious reasons.
Tho the shank size here in the UK in any rate is standard on one size with the drill bit part being in different dia’s. Again there never used in hand held drill presses like dremels or fordoms always in cnc machines as there very brittle and fragile for hand use.
In larger sizes ie from say 1/8in dia upwards then there like ordinary carbon or HSS drills in form.
Useful if youve a piece of hardened steel you want a hole in.
Carbide end mills and lathe turning tools use carbide to good effect as well. Use then all the time.
Sharpening is difficult, you need a diamond grit resin bonded wheel in your bench grinder for that.
With TC ive been able to turn up a punch for a fly press tool from a bigger one without having to anneal, turn then reharden.
Ted.
Hi Ted,
Drilling 26g sterling fabricated sheet- very, very shallow depth - attaching drilled pearls with 26g wire through the drilled hole to the fabricated sheet.
Thanks Kay for the chart.
Alec, thanks for the “pecking” technique advice (I’ll try that) and the sensitive drill feed link.
I was considering ordering carbide drill bits. Not recommended? Am using a small drill press.
Bonnie
Carbide is not flexible like steel so it breakes really easily. If steel drill breakes and stuck in piece you can use carbide burr to remove it or use chemical solutions to dissolve steel. I dont know if you can dissolve carbide…Using carbide burr to remove carbide drill will not work. Carbide drills/burrs are work really good and hold cutting edge for very long time - IF they are properly sharpened by manufacturer and you dont chip cutting edges.
I also use 0,5mm drill quite often. Drilling with flexshaft and piece in woodent clamp if small and bigger holding by hand. They doo break from time to time but they should be 1) sharp 2) lubricated to work properly. I dont think you need very high speed(in theory you do) I use medium speed. Very short strokes or drill clogs with chips and then breakes.
If your are using drill press you should check if it si operating correctly. Quill could or head many not be straight and prependicular to base or vise. Or something may be moving or twisting when you are drilling or lowering quill. It should be checked with dial indicator.
1 Like
Hi Bonnie,
- Re tc drills, see my reply to Don. Dont waste your money on them.
- Now you have given me the tech info, I can give you what you need to buy.
you need to contact an engineering supply co and check out the following. There called center drills. they have a 3.1mm dia shank some 30 mm long on the end of which is a short as in 2/3 mm long drill end available in .5 .75 ,1mm dia and upwards.
Because this is short and properly supported, you will get many 10 of 10’s holes before they need sharpening.
I use them all the time for my 1mm holes, and in a hand drill!.
In the industrial world, drill breakage is uncommon as they use the right tool for the job. Dont use jobbers drills, there too long and only fit for cnc and precision machine work.
Please let me and all here how you get on with them.
Ted.
Hi Bonnie,
A #76 is around .50 mm, which is my most-used drill size for all my piercing (sawing) work. I use dental drills (they last forever) in a small standing table drill. If you use an Optivisor (magnifying glasses), you can see exactly how the bit is entering the metal and if there is going to be unwanted bending. Start with a peck, and when you see it cuts well, go in smoothly and gently, all the while with an eagle eye on the drill tip. The cutout scrap should be a single, long ‘curl’ if the bit is cut properly and you handle it smoothly. I use wax as a lubricant. Beeswax has always worked best for me with drills, but I often use a simple candle.
Having said that, I strongly recommend learning how to grind the bit yourself! Once you get this skill down, you will kick yourself for not having done it sooner, as it takes only seconds and saves you a ton of money and aggravation. I learned by looking at a big fat drill bit to clearly see the way the planes of the curves should be and just copied it in super-miniature on my tiny bit. I do the cutting on a flex shaft separating disk, touching the bit ever so gently with a slight twirl to get the curvature:

This is one of the many skills that all old goldsmiths had in the past. I was literally in shock the first time I did it when I saw how smoothly and easily the drill cut after sharpening–like butter, with a long, single curl of the ‘waste’ material which can easily be recycled. I would be more than happy to show you how to do it if you ever find yourself in Jerusalem and care to stop by for a visit
 , but it would be well worth it to go to someone local even if they charge you for a lesson. You will more than make the money back on saved drill bits…:-)…
, but it would be well worth it to go to someone local even if they charge you for a lesson. You will more than make the money back on saved drill bits…:-)…
Janet in Jerusalem
1 Like
Just to add to Janet’s comment reference learning to sharpen. If you break a drill you can often recycle it had a shorter or “Jobber length” or “screw machine” drill there is really no need to have an inch plus of flue ( the twisty part) standing clear of the metal you are drilling, it only makes for a weak area which is more prone to snapping. I am sure there is a rule somewhere for a minimum length for the flues but off the top of my head I would say 3 times the material being drilled thickness is more than adequate for chip clearance.
Kay
1 Like
Hi Janet,
As always youve a proper! what id call an engineering solution to your production methods.
You mention dental drills, used in a small bench drill press.
Now that sounds comperable to my solution , using center drills, but all the dental drills ive here are with tooth as in cavity drilling burr ends of different shapes. There the standard 44 mm long by 2.1 mm dia steel used in the standard dental hand piece / flex drive used up to the time the water cooled air turbine with diamond dental burrs, used by most dentists were introduced.
what are yours like?
You say a single curl off the drill bit? most eng, twist drills are 2 fluted, tho there are 3 and 4 fluted ones made.
Description? picture? from you?
Ted…
Hi Ted,
The drills:

I meant a single curl as opposed to a bunch of little flecky chips…:-)… They look like a spring slightly pulled apart. I guess there must be two curls for each hole drilled–never really thought about it before…
In response to Kay, I definitely meant that this skill is good for totally redoing broken drills! You just grind down to the bottom end of the break so the top is flat, and then put on a peak and then twirl the two angled faces. It seems very complicated at first, but it is actually very easy once you get the hang of it. It’s also seems a lot harder if you try to do it from diagram instructions. Much easier to look at a big fat twist drill you can hold in your hand and look at from all angles–I mean about a half an inch diameter!
Janet in Jerusalem
1 Like
Hi Lanet,
One good pic deserves another. Heres one of center drills. there double ended!. the only one that is of use? to you is the smallest. 3.1mm
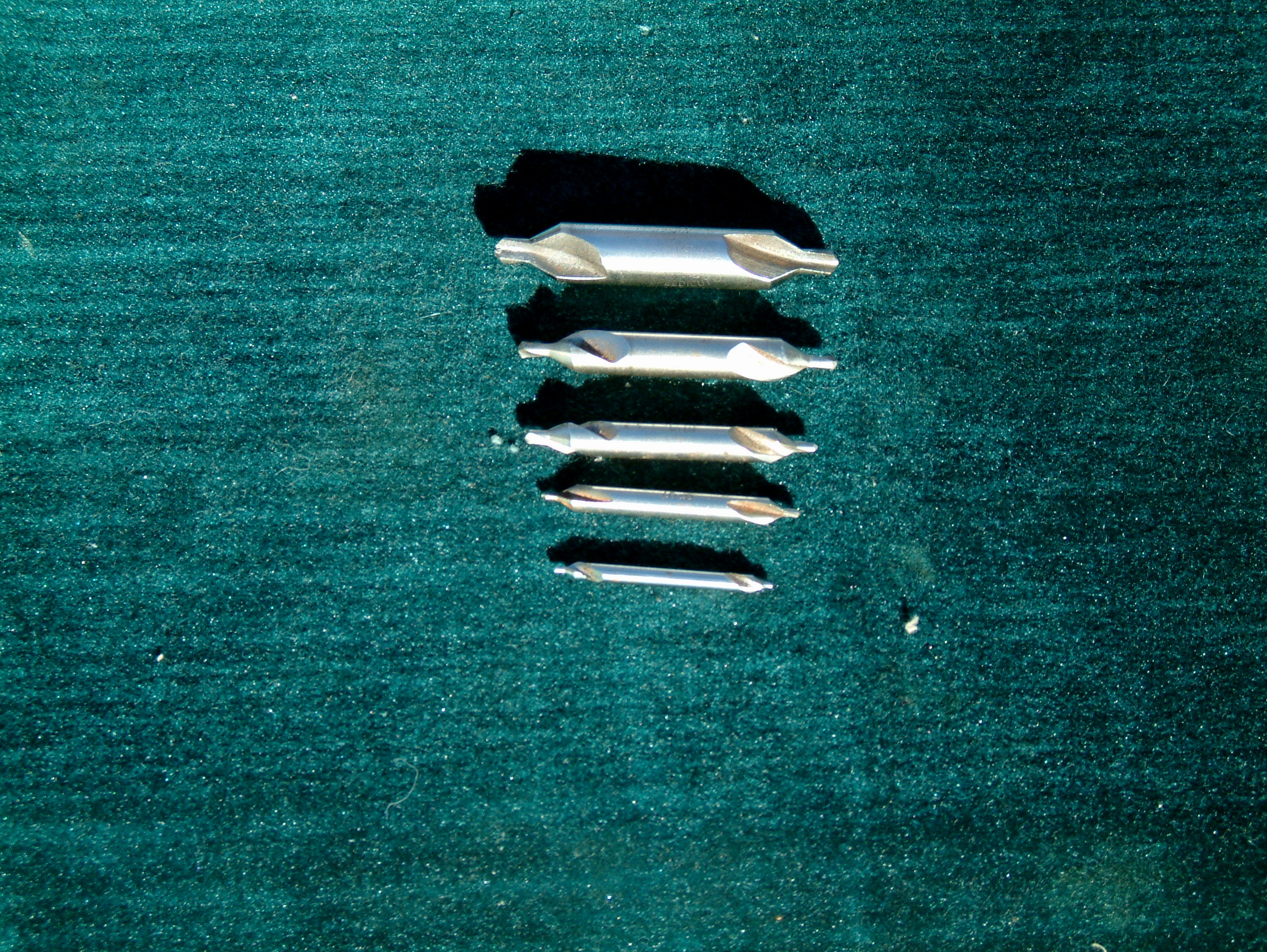
Ends from .5 to 1…mm
Ted.
I do a lot of drilling of titanium either to rivet it to silver parts of my pieces or to make holes for decorative rivets. Titanium is super hard and unforgiving of any mistakes. I use lubrication, tungsten carbide drill bits (in the range 0.5 - 1 mm). I’ve found that slow drill speeds, gradual enlargement of the hole with progressively larger bits, together with not too much pressure seem to work reasonable well.
Titanium in its commercially pure state is quite normal to drill with hss drills.
If your using the V4 A6 alloy, Thats the high strength alloy for structural aviation use.
Avoid it!!.
Ive been working titanium for at least 30 yrs, only use the comm pure.
Tell us what grade your using and any pics of work?
Will send you pics in return.
Ted.
I use c. 97% pure titanium available from number of jewellery supply companies, mostly 0.3/0.4 mm thick sheet. I was just describing what worked for me, not trying to say I knew better than anyone. I thought this was a forum for discussion and exchange, I was not parading my “rightness”. Happy to post pictures of my work - how do I do that?
If it works for you, that is really all that matters. Thanks for your update on material and thickness.
I work at the other end of this metal scale, as in 3 to 4mm thick titanium, up to 18in in dia, forged into bowls and dishes.
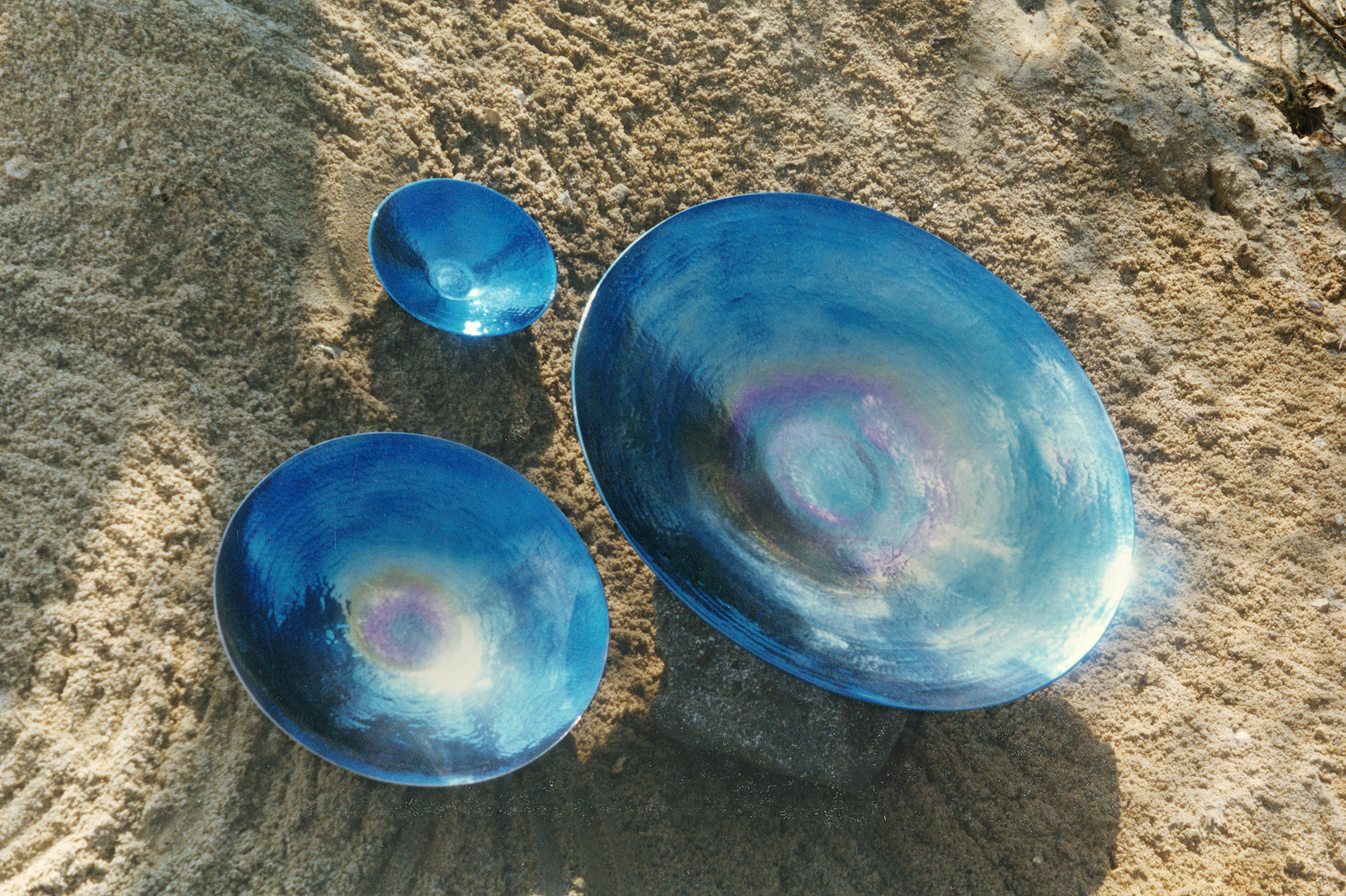
Here are 3, 6, 12, and 18in dia. examples. all sold.
As to how to upload pics, You need to write to Ganoksin admin who will send you all you need to know.
In to computer illiterate to describe it.
Much better with a big hammer.
all my work is wrought, no fab or casting.
Ted.
Patrick Naish,
I appreciate you sharing your knowledge
and experience and look forward to seeing
photos of your work.