Hi Ted
Not sure if it’s Swiss or German (Spell check automatically turns millgrain into mill grain if I don’t catch it).My supplier died 40 years ago…so I can’t follow that trail.
I’ll get a couple shots along with accurate measurements up tomorrow.
Thanks for your thoughts.
I’m curious to see what falls out of this…
Best
Jim
Ted, please search on Amazon for millgrain
tool, when this needs to be discussed on
the forum, seems that it might be easier to
do a bit of research, and a picture is work a
thousand words.
Best Regards!
Ted,
P.S. there are YouTube videos that
demonstrate this technique.
If you are not familiar with YouTube, it
is a great resource for just about every jewelry
technique.
Saves the redundancy of multiple replies
and much more efficient, saves time and
bandwidth.
Best Regards!
Hi,
I appreciate the note for sourcing millgrain tools, however, this is about sourcing a particular brand of tool.
I have been a professional setter for near 55 years, and have a large number of millgrain tools. My experience with all but the Velkuir tools has been less than satisfying. There are a number of aspects to these tools, including the axle to wheel fit, the concentricity of the wheel as well as the tolerance between the wheel and the blades holding the wheel in place. Throw in the hardness of the wheel and the divot-to-edge ratio and this simple (not really) little tool becomes a rather complex series of tolerances.
These variables affect the tracking of the wheel as well as the potential of leaving a “Trail” where the edge of the wheel leaves a line to either side of the bead. Most of the the tools I’ve sourced leave tool marks on the bead itself under magnification. While not critical to the naked eye, they still require additional polishing. My needs are platinum specific. A wheel that doesn’t track correctly becomes a real problem when the surface has been fully prepped and polished.
Just to clarify, I am looking to find (or with Ted’s ingenuity) create a quality piece.
Thanks
Jim
Hi Richard,
If you read Jim’s post here its a specific problem he has. Sometimes its better I dont know whats been done before, as it influences my thought/problem solving process.
Especially that much on Utube is really for beginners.
I was blessed with a through engineering training, and in addition to making products over the past 50 yrs build a lot of my own machinery.
The biggest examples are the standard UK jewellery factory drop/die striking machines. these are designed to be built permanently into factory buildings, with special foundations
for their tonnage bases.
To take one of these and remake it to be a fully transportable machine in the correct 1890’s engineering ethos, no hex nuts, only square! is the sort of engineering exercise that I enjoy. And it has to work as well as it was designed to do in a permanent installation.
Also in addition to my vocation? as a wrought silver/what ever metal smith, ive been tasked over the past 16 yrs to do engineering trouble shooting/consultancy. The buzz one gets in solving problems in a fast economic way is not to be bettered.
For example in my own work, finding a way to forge a 15in dia sterling bowl that 1/8in thick weighing 8.5lbs , quickly and efficiently, thats the sort of tech exercise enjoy.
As most now of my work is on a production 40/50 off of each design, I have to make all the tooling . Thats another challenge in itself.
I await Jim’s pictures before I look to see what Utube has to offer.
Ted.
Thanks for sharing the process photos. Beautiful work!
Erica
A Gift for a Princess…
Young love… passion, romance and laughter,
and,
my son’s gift to his fiancé’
Jonathan (my son) requested I do his engagement ring for Rachel, his soon to be bride. Being “Dad”, there were many questions (and opinions…)
some of them about jewelry.
I asked him to come up with a theme (“Princess”) and some rough ideas to flesh out. He brought a .70 ct. ideal cut VS1-E color diamond to the table as well as a request for “Pink”.
The rest followed suit as to his eye for design and his experience in working for me, by me, and now, with me.
This piece also gives a nod to his belief and spirituality.
A gift for our family came to be.
Platinum, Diamond and pink sapphire.
Enjoy,
Jim






















3 Likes
Sigh. . .forever raising the bar, eh Jim?  That is some truly spectacular work. I love how elegant the form is from the profile. Thanks so much for sharing the process pictures!
That is some truly spectacular work. I love how elegant the form is from the profile. Thanks so much for sharing the process pictures!
What I’d give to have 1/5th of that ability. . . .
. . .well, I may not be able to easily get a 5th of that ability, but I can at least get a 5th off the bar shelf to relax with tonight 
Erich
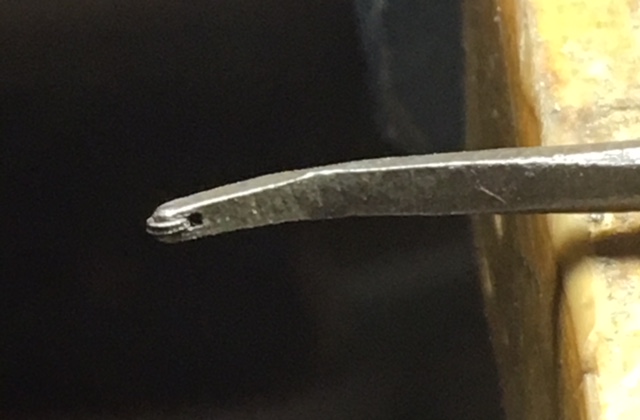
Back to the millgrain topic,
Here are a few photos of mill grain tools.
To the left is the 40+ year old Verkuil tool, the middle is a contemporary french tool (Gesswein) and on the right is another french tool from Rio.
Aside from wear on the old tool, the difference in quality shows up in the scale of the wheel (1.28 mm), beautiful, fully round shank and still clean divots after 40+ rears.
The middle tool is the nicest contemporary one I’ve found, however the 1.55 mm wheel limits the end access on certain pieces, and the wheel doesn’t track straight (I have about 30 of these so they’ve been well tried), The far right tool is also french, crudely formed, a 1.59 mm wheel with really sketchy edges and divots.
They will all do a job, but the oldest, most used does it smoother, tighter and cleaner.
The market demand is probably nill, but I’m open to solutions to my particular needs.
Thanks,
Jim




Well, it’s my turn to chime in!
Here is an (almost) new Milgrain tool. It must be about 10 years
old/young! The rough part is that many Milgrain designs are now being made
with the CAD ring. So the reason in buying one are now getting more slim as
the years drift by…:>( But I put my few $$'s on anything made in France,
these are such a great tool have when the need arises! We setters must
always have a large inventory of tools!
*Gerry Lewy *
Toronto.



FWIW, Karl Fischer in Germany carries Swiss made ones in a range of sizes.
Jim, are you aware of Carl Fischer, German
tool supplier?
Suche nach "MILLGRAIN WHEELS NO.14" - Karl Fischer GmbH
Once again, Gerry nails it with a few well chosen words: " But I put my few $$'s on anything made in France,
these are such a great tool have when the need arises!"
Caveat follows:
It is unfortunate that the tool market now have the fraudsters attempting to duplicate the precision items at a cheaper price and passing them off as French, German, Swiss or UK origin.
Many from India/Pakistan can do the job adequately but have a very limited life span. So I used to buy these in bulk and use for one-offs. No longer do this however, as the quality control check often reduces my buy to 40-50% for keepers.
The rule of thumb should be with many precision jewellery tools is that the cheap versions do not necessarily represent value for money.
One particular brand (stamped France) but clearly lacking the usual quality, always has failure with the wheel’s wire axle. It has become a habit of mine to set aside some free time to remove this axle and replace with stainless steel for emergency use.
These days the easy access to the internet tool suppliers does limit our visual appraisal, and when somebody else selects a particular tool from their stock you cannot be assured of receiving one which you would personally select.
So to those of you who are new to millgrain tools or others who seem to be having issues with them, I urge you to heed the advice of experienced others on this forum. Sometimes it IS the poor quality tool at fault, well sometimes!
Phil.
Morning Jim,
its 10 am here and your properly asleep! I guess.
. I know how these are made! the precision engineer has
- A 3d die sinking machine on a watch making scale.
- an indexing head with a chuck to hold the 1.5mm 01 steel rod. He sinks the detail around the rod, drills it, only then cuts it off the 75,100 mm long rod.
3… A pattern thats probably 5 mm in dia. from which the smaller one is reduced. - the only place that makes this quality of tooling is the ~Swiss watch industry.
There mostly based in the Jura valley, in the Geneva region . - Richard hart has beat me to it and found you some at Carl Fischer in Germany. Swiss made!
Ive made them on a 12mm dia size as a knurling wheel for a decorative feature on an enamelled product many yrs ago.
Also I do have a 3d die sinking machine that would make them but to set it up specifically is quite uneconomic.
The indexing head was based on a see thru plastic protractor that was adequate for the job.
Go with the Carl Fischer link. Around 17 euro’s each.
You will need to make your own wheel holder.
Ted
Well,
Good morning and thank you to all…
I’ll follow up on the German link in a bit & see how cost / shipping time looks.
I’m excited to see outside my box.
Again,
all the comments and suggestions are deeply appreciated.
I’ll keep you posted (sic)…
Best,
Jim
Hi Jim,
as its part of this thread, attached is a pic of the 25 viking sterling roundels 30mm by 1mm just finished,mentioned previously.
Making time 1 hr. Used the 1880’s Hazelwood and Dent slide hammer, with the 275 lb hammer on full drop, 75 tons of kinetic energy times 2 drops.
Flat hammer with 999 aluminium 4 mm thick as the driving force. Cold .This 30mm spreads to 50mm. is hot!.
No collar, just hand placed blank on flat topped die.
Ted.

More on collars for coining dies another time.
Ted.
Very cool…
Gonna nickname you “Hammerhead”…
Beautiful work.
Thanks again for all your input,
I emailed Fischer and am waiting for a response on payment & shipping.
Best,
Jim
Jim,
Awesome work, I love the use of gemstones and pearl used in this piece. The coin itself is impressive, but the embellishments take it to another level.
I’m fairly new to silverwork (3 years), but I’m creating beautiful things in my studio in West Beaches- Jacksonville Florida. At this point- I’m needing to expand my knowledge — I know it’s more doing, doing , doing-- Can I ask you what you did at my stage? And what would you recommend?
I really want to move forward— By the way-- I really-really like your work !!!
Russ Fisette
russellfisettejewelry.com
Hi Russ.
So many words… so little time…
Thanks for posing the question, it has had me look back to a very busy time.
I was working in a production facility, surrounded by some of the best of the era in the Los Angeles area. There was so much going on, I didn’t even know what questions to pose. However, I was in a learn one day, apply the next world, so I had to come up to their speed without slowing them down.
I took classes at local schools and from people that had something to offer that was practical and in the moment.
I had also just started my setting apprenticeship, Had a wife and toddler…whew, I’d forgotten how intense that time was.
For me , the basics were soldering & welding (we did platinum, gold, silver, stainless, bronze/brass & beryllium copper). Then moving & manipulating the metal(s) (forming). Mold making was one of my designated tasks, so there was the combination of vulcanizing and several metal/epoxy techniques to be mastered. (I want to be clear, “Mastered” wasn’t used lightly, I had to do from 25 to 40 molds a day, we had 12 people just shooting waxes & Van Cleef’s was one of our major clients).
There is certainly more and I’ll share as time passes, however to your question," Can I ask you what you did at my stage? And what would you recommend?
Experiment & fail a lot… learn the whys of the failures, reach out with questions and let this forum do it’s best to see you through them. STUDY… I have thousands of books (My issue…) and they are still a remarkable resource. Take a look at where “There” is for you in the moment, then look at how you might get there.
You are where you are, (says Buddha…), the question is " where do you want your journey to take you" ?
Post pictures of your work please, again the fails too. The finished stuff is great as it helps this community get a sense of your strong points, and helps your photo & communication skills , (and they’re just fun to see).
You asked where I was and what I recommend, thank you. There are many more of me here on Ganoksin, please invite them to chime in too.
Best,
Jim
Hi Jim,
Your mention, s/steel and bronze?
such as?
I have always worked in these in addition to the normal! sterling and gold.
If youve a moment to describe
Love to hear.
Have you seen the “Dark ages” I posted pics of recently? if not will post again.
Ted.