“Fish-Tail” Diamond Setting. Version #2!
The title of this essay is long. The following series of photographs will explain how to create this less labour intensive, but very useful diamond setting technique!
The Scale of Difficulty is (estimated) at 7.5 out of 10!
What tools will be needed and subsequently used?
Onglette Graver: #2. I shaped this to Bright-Cut on one side.
Onglette Graver: #0 (or a #5/0…the thinner the better!) I actually use both.
Flat Graver: #40 you need a wide cutting width.
Bead-Burnisher: #11 or #12 (depending on the size of the finished new beads).
156C Undercutting bur: ( estimated a #008, but no larger than #010 ) depending on the bead size.
Bud bur: #006 (this will be explained & shown in this essay).
Triangular file only with a #4 cut, nothing coarser!!! No file of #3, or even a #2.
Pumice wheels with a #240 grit. I personally prefer a “Tapered point”.
Pink Pumice wheels of #1,000 grit. These two Pumice wheels are used in the final cleaning process.

The basic width of ‘any’ new Onglette graver is as shown 1.27 mm’s, but I’ve reshaped it down to only 1/4 of its original width . The reasoning is the necessary fine line-cutting that will be shown in the next few photographs. In fact, another graver I use now is only 0.25mm’s.
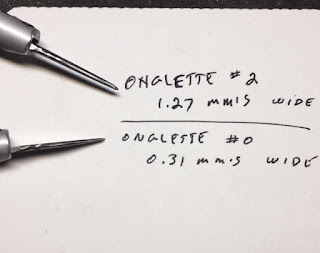
The Flat graver cutting face is also reshaped to be now 0.45 mm’s, why so thin? It has to cut in between a narrow allotted space. I want that graver to cut only where it is needed and not ruining the whole effect!!!

Now you can see the thin cutting face. I could even make it thinner if I choose to during the precise cutting stages.

These are my assortment of graver blades. I don’t waste my time searching for a multitude of unnecessary gravers, I keep my selection to a bare minimum!

This is the exact casting-wax that I use and soon enough it will be transformed into a great looking ‘piece of art’. There are many modifications that I do before the casting process, there are many, but I won’t get into them right now!

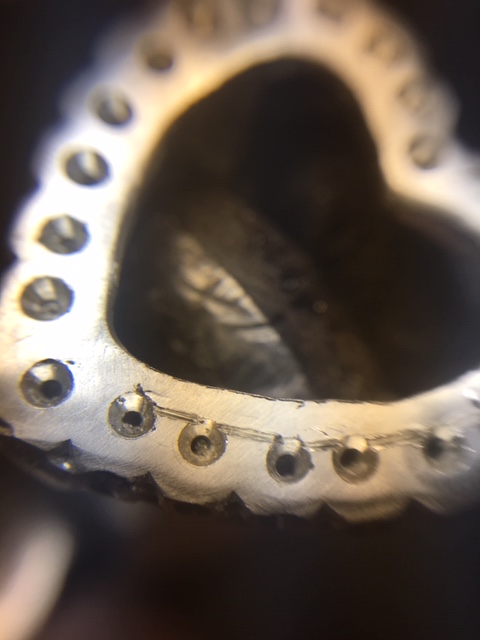
For all the cutting that I do, is to prepare a line (as a guide) in ink. This is where the line-cutting starts.

The very first cut is SO IMPORTANT, this cannot be overlooked. I’ll be cutting a line just at the ‘rim’ of each hole. Compare this photograph from another recent essay I wrote a few days ago.
Now please compare that picture to what I’m showing you now and the following photographs!
The line-cutting was not against the edge of the hole! These “results speak for themselves”.

One hole was not in line with the others, this will give me a little challenge, what am I to do?
I’d first have the round bur lean/move as it’s rotating on one side towards and closer to the rest of the stones. No big deal, but this takes some serious and careful drilling.
When done, I’ll just continue on with the line-cutting right through the original edge of the hole. Remember that we’re only dealing with (maybe) 1millimetre, just don’t worry!

YES, cutting against a curve is somewhat of a challenge. What I do is to take shorter graver cuts and slowly cut around the curve.

Just go slowly , and with much care in using your modified Onglette #1 graver. I could take three cuts in the metal to traverse each of the two holes.

If you fail in cutting at the edge, problems will lay ahead and the final effect will not be what you desire!
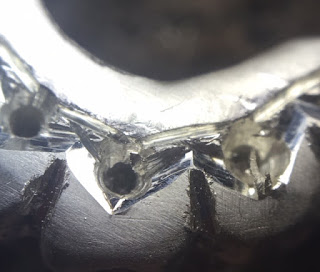
Now the heart-shaped pattern is starting to take place. Although it’s only in its infancy, I can see where this is taking me & us!

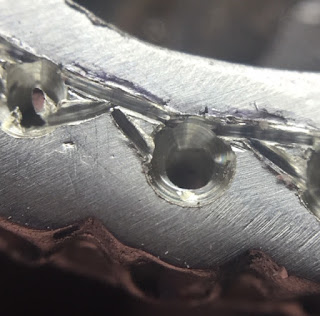
With your greatly modified, ultra-thin graver, start another stage in cutting. From in between each of the two holes cut into each hole as shown.
The result is a little triangle or “Vee” shape configuration. These two cuts will eventually be your new beads!!!
With your thin Flat #40 graver, start your cutting along the edge of the hole…AVOIDING the little triangles. Cut one side down towards the round area, then cut on the other side, The resulting action will be two separate cuts!!!

Now can you see how the cutting is done? Not too difficult is this?
KEEP YOUR FLAT-GRAVER sharp & highly polished by using #800 or #1,200 Polishing paper.

I’d cut the areas 2-3 times to get the effect that is needed! BTW, I would cut a gentle curve where the two Flat cuts converge.

With your modified Flat #40, or your Onglette #1 graver start Bright-Cutting exactly where you made the original previous cuttings. Don’t touch for any reason those little triangles, as these will be your beads once the stone gets set.

To prove that your cutting is clean & sharp, you can and should see a reflection of the beads on the cutting surface.

Now you can see just where & when the #006 Bud bur is being used!
BTW, the sprue that is still attached, is used to grip the heart-pendant into a clamp!
You can see just where the filing is taking place, gentle twisting around the curved spots. After this, you can use your Pumice wheels to smooth the ‘filing stirations’.

In these two photographs, you can see just where the Pumice wheels are being used and which in
sequence. I’ll tell you first, use your Pumice wheel #240 grit then following with a Pumice #1,000 grits. The second wheel almost polishes all of the markings, as the cloth-wheel on your polishing where just buffs everything but not in those little areas.


Now, what are we going to do? My suggestion is to reduce the ‘vacant areas’ from the inside edge to the Bright-Cut sections. We’re going to be using a wide Flat-Cutting #40 Graver, simple as that!!!

Please make sure that your Flat Graver #40 has a sharp edge for cutting into metal and not leaving any stirations…as seen in this picture. This cut being shown is almost acceptable!

Ah-h, this newer cut now has a very clean cut. I’m cutting at a very wide angle, enough to remove all of that ‘unnecessary’ metal in just one cut!!! I think the Flat graver is now at a 45degree angle.

This is just the kind of Onglette cut that I’m now looking for, no cutting marks. I’m actually digging into the metal aggressively!

This is another view of the long cuts that I’m interested in.

This will be now the final cutting on the inside area. You can see the angle of the graver doing the last finishing cut!

With your greatly modified Onglette graver, or even your Flat graver you can now Bright-Cut the inside area near the new Beads.
When both Bright-Cutting angles are cut , you will have two reflective (inside &out) cutting areas…are now starting to be shown!

Once you get the stones into the holes you can now burnish and at the same time push-over that bead.

Only two opposing beads to the other will hold and secure that one stone. No need for four beads in this design.
For setting delicate Emeralds, “just tread lightly” with your bead-burnisher. I’m using for this example a #12 burnishing tool .
Hold your burnisher at a greater angle away from the facets, so the tool won’t touch the stone!!!
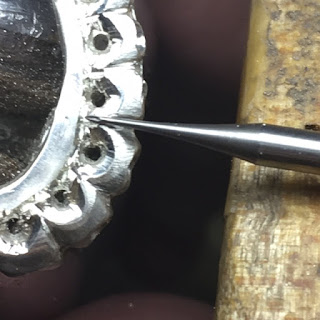
In this up close photograph, you can see just where the 156C undercutting is situated. This bur is now making a ‘seat’ for the stone and as well as preparing a groove in & against the new bead!

With the stone nicely sitting in the metal, its time now to push over the new bead. This can be accomplished so easily, all it takes now is your bead-burnisher to literally move the little bead up and of course, over the stone.
I’d ask you to use your Loupe of 10x power to check how this is finishing!

For any other harder stone you may hold the burnisher at a near verticle angle!

For this demonstration, I only set a few stones. The reason is, I wanted to have you see what it is like ‘before and after’ the many setting processes.

Here is the original silver pendant just from the casting office and as it appears now! Just a bit of difference, agree?

IN CONCLUSION; I would say that this version #2 is far easier to ‘make & create’ than the previous essay dated “April 7th, 2019”. I just go into many more details, it’s because I have to!
Contact me anytime: “gerrylewy18@gmail.com”