
I thought this looked very nice.10 ton table top. weighs 120 pounds. $249
I’m not a hydraulic press user, but I have read up on it and possibly will take the plunge at some point. The 10 ton pictured is nice, but if I were to buy one, I would want a 20 ton, There are some things, like working with urethane to make “pillows” which will require a 20 ton, IIRC. I’d spend the extra money and buy or build something that would do it all.
royjohn
Talk to a local reputable welder. I found one who will build the frame for $250. 1" top and bottom with 6" heavy channel sides and a 1" platten. The jack is in the $50 - $70 range.
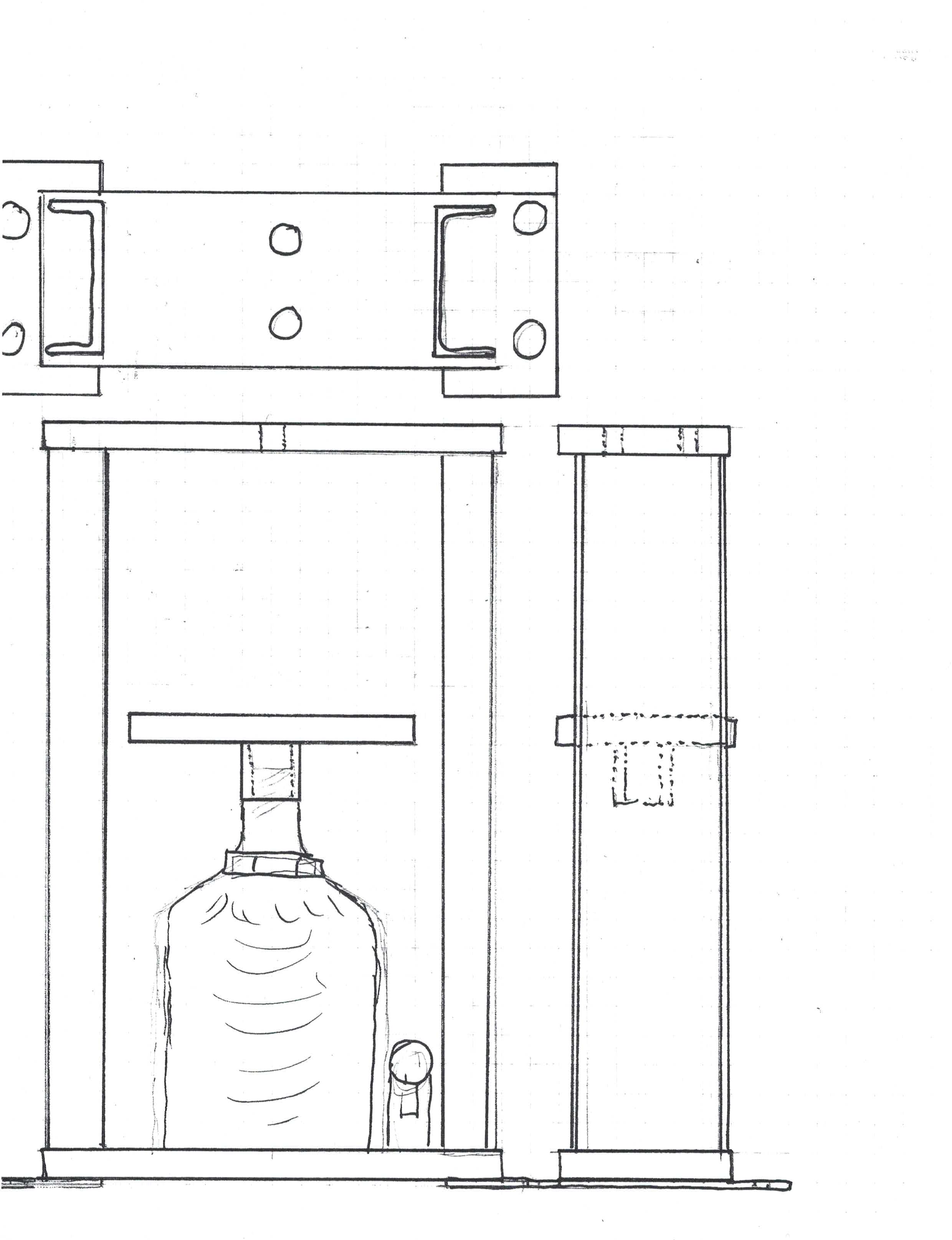
I have purchased a 20 ton jack. Attached is a sketch of what I am talking to a local welder about making. It is all A38 steel. The top, bottom and platen are 1" thick the sides are heavy U channel. The Platen has a piece of pipe welded to the bottom to stabilize it over the ram. Over all , It is 16" wide, 6" deep and 24" high. I am not sure about the 2 holes in the top. They are intended to pass a bolt through into tapped holes on various pieces that I might want to hold in that position. I am worried that they will also create a natural weak spot, so I will likely go to one smaller hole or even try to incorporate rare earth magnets into the design. My welder estimates around $300 for what is on this drawing. I would appreciate any comments and critique . I am in uncharted waters for myself with this project and am not even sure what I will do with it, but like the roller I bought years ago, it could become something that I use all the time. Thanks in advance for any comments…Rob
Morning Rob,
As im probably the only operator of presses up to 250 tons on this forum and come from an engineering background( my father managed a Co that made presses up to 20,000 tons),your design will have the following limitations.
At 20 tons, the top plate will bow upwards , not because of the holes which should not be there, well come to this later, but from the sheer pressure upwards over the 16 in width.
When bent it will be a real pitta to push back!!
To redesign this press you need 2 off side plates These top and bottom plates need to be at least 4in wide by 1/2in thick welded in a vertical position onto both sides of the uprights. These should be 6in by 2in by 1/2in thick. . Like wise the base also needs to be made this way. Then you put your flat 1in plate on top of the bottom vertical plates and underneath the top plate both welded in place…
This will not bend at 20 tons and “IF” you find 20 tons wont do the work you want, then this way of making a press will easily go up to 50 tons, with a bigger jack.
When your press ,made this way is finished, then you can put say a 1in hole in the middle of the top flat plate to hold the top part of any tooling. You should fix somehow the jack to the base plate.
With press work, the press is the easy bit. Its the tooling that will be a cost that can run into thousands of dollars, but always worth it in the long run. For my 50th anniversary product, the dies were £5,000, and the rest of the tooling £2500, .
But why you might ask? do I have drop hammers? well, hyd presses are fine for slow cold work, but you cant do hot forming as in red hot with these in a jewellery w/shop.
The drop hammers work in seconds, thus moving the metal before it cools, small components go cold so quickly!.
My drop hammers date from the 1880’s so not exactly cutting edge tec!.
If you really want to see how a press shop is set up and working! you would be welcome to visit here.
Ted.
I think that what you are saying is that ribs need to be welded to the top and bottom plates. This makes sense. I am also probably going to the able to reduce the length from 16" to 12". Thanks…Rob
How about just making the entire frame out of heavy channel and then welding a 1" plate inside the top and bottom.
Or how about not welding it at all?
with side plates say 4/5 in deep theres enough space to put 4 1/2in high tensile bolts each end through the channel to hold it together.
If you have a good drill press you could drill the holes your self,
If you get the steel plasma cut to your plans they can also put in the holes!
To fix the top and bottom 1in plates to the sides you only need some short welds of 2in long a couple of times on each side.
The jack will hold them in place in use anyway.
Ted.
1 Like